


Полуграфитизированный науглероживающий агент заводы
В последние годы наблюдается повышенный интерес к технологии производства полуграфитизированных науглероживающих агентов, особенно в контексте повышения эффективности коксования и улучшения качества кокса. Часто, в теории, всё выглядит просто: уголь нагревается, происходит науглероживание, и вот мы получаем продукт с улучшенными характеристиками. Однако на практике, результат может сильно отличаться от ожидаемого, и особенно важно понимать все тонкости процесса, а не просто следовать 'рецептам', полученным из общих публикаций. В этой статье я поделюсь своим опытом работы с подобными предприятиями, опишу типичные проблемы и подчеркну важные факторы, которые необходимо учитывать.
Что такое полуграфитизированный науглероживающий агент и зачем он нужен?
Прежде чем углубиться в детали, необходимо четко понимать, что подразумевается под полуграфитизированным науглероживающим агентом. Это, по сути, продукт, полученный в результате частичной графитизации угля при определенных температурах и условиях. Основная цель его использования – повышение реакционной способности угля, увеличение выхода кокса и улучшение его механических свойств. Этот процесс позволяет более эффективно реагировать с коксующими агентами и способствовать более полному превращению угля в кокс.
В теории, полуграфитизация должна обеспечивать более равномерное науглероживание, уменьшая образование нежелательных побочных продуктов и повышая качество получаемого кокса. Однако, необходимо понимать, что процесс довольно чувствителен к множеству параметров – температуре, времени выдержки, кислородному потенциалу, и составу исходного угля. Игнорирование хотя бы одного из этих факторов может привести к значительному снижению эффективности и ухудшению качества конечного продукта.
Мы часто встречаемся с ситуациями, когда заводы, не имея достаточного опыта, стремятся к максимальной температуре обжига, что, на первый взгляд, кажется логичным. Однако, это может привести к нежелательной графитизации, которая, в свою очередь, уменьшает выход кокса и увеличивает затраты на энергию. Задача – найти оптимальный баланс, достигнув достаточной реакционной способности без чрезмерного развития графитовой фазы. Это всегда вопрос поиска.
Влияние состава исходного угля
Состав сырья – критически важный фактор. Особенно это касается содержания примесей: серы, фосфора, азота. Эти элементы не только ухудшают качество кокса, но и влияют на процесс науглероживания, часто приводя к образованию шлака и снижению выхода продукта. В нашем случае, как производитель углеродных добавок, мы уделяем особое внимание качеству сырья, используя антрацитовый уголь из провинции Нинся. Он действительно обладает отличными характеристиками, благодаря низкому содержанию примесей.
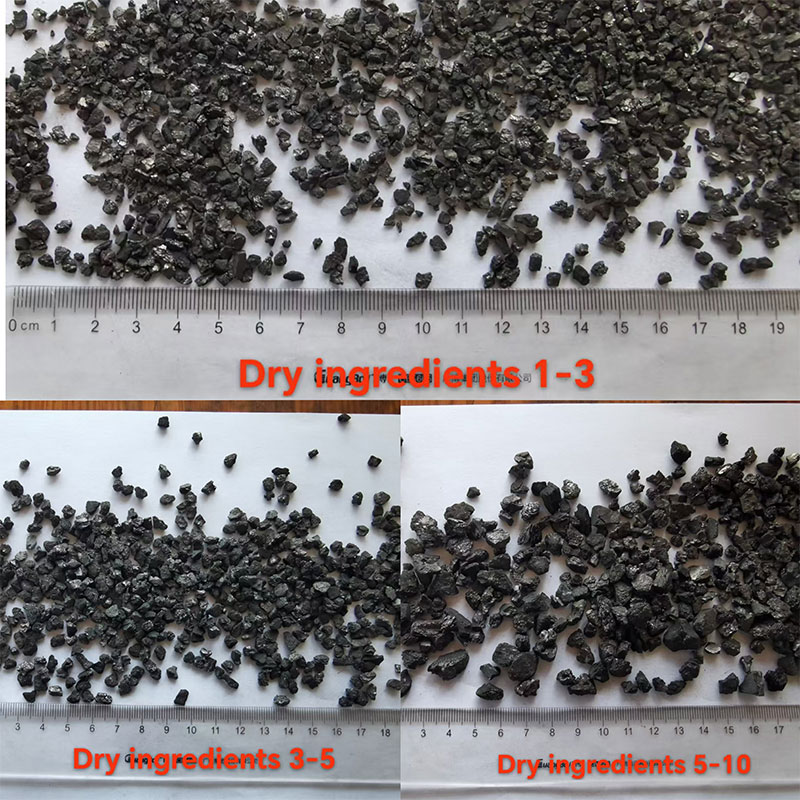
Важно учитывать и размер частиц угля. Мелкодисперсный уголь, как правило, более реакционноспособен, но его обжиг может быть сложнее из-за повышенного риска образования смол и коксовых масс. С другой стороны, крупнодисперсный уголь требует более высоких температур и времени обжига для достижения необходимой степени науглероживания.
В одном из проектов мы столкнулись с проблемой, когда уголь с высоким содержанием золы приводил к образованию большого количества шлака, что значительно снижало выход кокса. Решением стала предварительная очистка угля от золы, что позволило улучшить качество продукта и снизить затраты на утилизацию шлака. Этот опыт показал, насколько важно учитывать особенности сырья и принимать соответствующие меры для минимизации негативных последствий.
Технологические аспекты производства
Процесс производства полуграфитизированного науглероживающего агента включает в себя несколько этапов: подготовка сырья, обжиг, охлаждение и измельчение. Каждый из этих этапов требует тщательного контроля и оптимизации.
Режим обжига: температура, время, атмосфера
Температура – ключевой параметр. Обычно она находится в диапазоне °C, но точное значение зависит от состава угля и требуемых характеристик конечного продукта. Время обжига также является важным параметром, и его необходимо подбирать таким образом, чтобы обеспечить достаточную степень науглероживания, не приводя к чрезмерной графитизации. Атмосфера в печи (например, инертная или слегка восстановительная) также влияет на процесс обжига. Мы часто используем слегка восстановительную атмосферу, что помогает контролировать выход продукта и минимизировать образование нежелательных побочных продуктов.
Одним из распространенных ошибок является слишком высокая температура обжига. Это приводит к образованию графитовой фазы, что снижает выход кокса и увеличивает затраты на энергию. И наоборот, слишком низкая температура обжига приводит к неполному науглероживанию и ухудшению качества продукта. Оптимальная температура – это всегда компромисс.
Мы применяем систему автоматического контроля температуры и регулирования подачи газа, что позволяет поддерживать заданный режим обжига с высокой точностью. Это значительно повышает стабильность процесса и снижает риск возникновения нештатных ситуаций.
Охлаждение и измельчение
После обжига продукт необходимо быстро охладить, чтобы предотвратить его разложение и сохранить его свойства. Охлаждение обычно осуществляется в воздушных или водяных охладителях. Затем продукт измельчается до необходимой фракции.
Неправильное охлаждение может привести к образованию трещин и сколов, что снижает качество продукта и затрудняет его дальнейшее использование. Важно обеспечить равномерное охлаждение всего объема продукта.
Измельчение – важный этап, определяющий размер частиц конечного продукта. Размер частиц влияет на реакционную способность и удобство использования. Мы используем шаровые мельницы и струйные мельницы для измельчения продукта, что позволяет достичь необходимой фракции и обеспечить равномерность частиц.
Проблемы и пути их решения
В процессе производства полуграфитизированного науглероживающего агента могут возникать различные проблемы. Одной из наиболее распространенных является образование шлака. Это связано с наличием примесей в исходном угле и/или неправильным режимом обжига. Для решения этой проблемы необходимо использовать качественное сырье и оптимизировать режим обжига.
Другой проблемой является образование трещин и сколов. Это связано с быстрым охлаждением продукта. Для решения этой проблемы необходимо использовать эффективные охладители и контролировать скорость охлаждения.
Мы постоянно работаем над улучшением процесса производства, разрабатывая новые технологии и оптимизируя существующие. Например, мы внедрили систему контроля влажности сырья, что позволило снизить образование пыли и улучшить качество продукта. Также мы разрабатываем новые методы обработки поверхности продукта, чтобы улучшить его реакционную способность.
Особо хочу отметить проблему неравномерного науглероживания, которая часто приводит к снижению выхода продукта. Для её решения, используем специальную конструкцию печи и контролируем равномерность распределения тепла.
Некоторые неудачные эксперименты
Было несколько неудачных попыток использования определенного типа футеровки печи, которые приводили к преждевременному разрушению и повышенному риску выбросов. Это напомнило нам о важности тщательного выбора материалов для печи, учитывая агрессивность среды и температурный режим.
Заключение
Производство полуграфитизированного науглероживающего агента – это сложный и многогранный процесс, требующий глубоких знаний и опыта. Необходимо учитывать множество факторов, таких как состав сырья, режим обжига, охлаждение и измельчение. Оптимизация процесса и решение возникающих проблем – залог получения качественного продукта с высокими эксплуатационными характеристиками.
В заключение, хочу подчеркнуть, что нет универсального рецепта для производства полуграфитизированного науглероживающего агента. Каждый завод должен разрабатывать свою собственную технологию, основы
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продуктыСвязанный поиск
Связанный поиск- Кусковой науглероживающий агент заводы
- Графитизированный науглероживатель нефтяного кокса поставщик
- Композитный раскислительно-науглероживающий агент завод
- Безводный лан-уголь производители
- Сверхнизкосернистый графитизированный науглероживающий агент цена
- Фиксированный углерод 90 углеродный добавка поставщик
- Низкосернистый углеродный добавка 95 производители
- Низкосернистый углеродный добавка 92 завод
- Высокоуглеродистый науглероживающий агент производитель
- Графитизирующий науглероживающий агент производители