


Науглероживающий агент электротермического кальцинирования
Электротермическое кальцинирование – тема, которая часто вызывает интерес, но порой и недопонимание. Многие считают, что это просто нагрев угля, но на самом деле, процесс гораздо сложнее и требует тонкой настройки. В последние годы, особенно с ростом требований к качеству углей для металлургии и других отраслей, интерес к эффективным науглероживающим агентам электротермического кальцинирования резко возрос. Мой опыт работы в сфере углеродных добавок за последние годы показал, что 'просто нагреть' – далеко не оптимальное решение. Именно о практическом аспекте этой темы и пойдет речь.
Введение: мифы и реальность
Начнем с того, что часто встречается заблуждение о том, что электротермическая обработка – это простой способ повышения углефицирующей способности. Да, нагрев необходим, но контролируемый процесс, включающий специфические температуры, атмосферу и, конечно, добавки, – это то, что определяет конечный результат. Простое нагревание может привести к нежелательным побочным реакциям, например, к образованию неоптимальных углеродных фаз или к деградации исходного материала. Вначале, когда я только начинал, мы пытались использовать очень высокие температуры, полагая, что это повысит эффективность, но получали лишь ухудшение качества конечного продукта. Опыт показал, что оптимальные результаты достигаются при более умеренных температурах и точно подобранном составе науглероживающего агента.
Основные параметры процесса
Важно понимать, что электротермическое кальцинирование – это не единый процесс, а целый комплекс параметров, влияющих на конечный результат. Температура – это, конечно, ключевой фактор, но не единственное. Время выдержки при определенной температуре, состав газовой среды (инертная, восстановительная и т.д.), скорость нагрева и охлаждения, а также концентрация науглероживающего агента – все это должно быть тщательно сбалансировано. Мы часто сталкиваемся с проблемой неравномерного нагрева, особенно в больших печах. Это приводит к неоднородности продукта, что, в свою очередь, негативно сказывается на его свойствах. Современные печи должны обеспечивать максимально равномерное распределение температуры по всему объему, но даже в них остаются небольшие локальные отклонения, которые необходимо учитывать.
Науглероживающие агенты: выбор и особенности
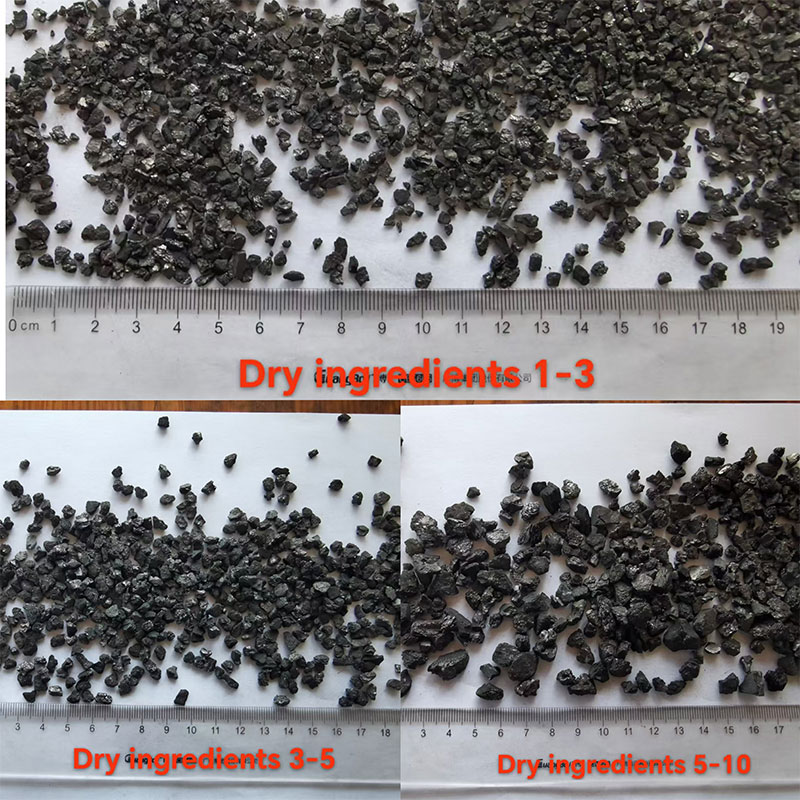
Выбор подходящего науглероживающего агента – это отдельная задача. В нашей компании ООО Пинлуо Хуатай Углеродные Продукты мы работаем с разными видами добавок, включая различные марки кокса, древесный уголь и биомассу. Каждый из них имеет свои преимущества и недостатки, и выбор зависит от конкретных требований к конечному продукту. Нельзя сказать, что есть универсальный агент, который подходит для всех случаев. Например, для получения высокоуглеродистого материала для металлургии мы используем определенные марки кокса, а для производства углеродной пудры для впрыска – другие. Ключевым моментом является контроль качества науглероживающего агента: его химический состав, размер частиц, удельная поверхность – все это оказывает влияние на ход реакции углефикации.
Пример: использование кокса с различным содержанием золы
Интересный случай произошел у нас с использованием кокса с разным содержанием золы. Мы обнаружили, что при использовании кокса с высоким содержанием золы, процесс кальцинирования протекает более медленно, а конечный продукт имеет худшие механические свойства. Причина в том, что зола может препятствовать диффузии углерода в углефицируемый материал. Более тщательный контроль качества исходного кокса, включая определение химического состава и размера частиц золы, позволил нам значительно улучшить качество науглероженного продукта.
Влияние добавки на скорость и полноту углефикации
Скорость углефикации напрямую зависит от активности науглероживающего агента. Чем выше удельная поверхность и активность добавки, тем быстрее протекает процесс. Однако, важно помнить, что слишком высокая активность может привести к неконтролируемым реакциям и образованию нежелательных побочных продуктов. Нам приходилось много экспериментировать с концентрацией науглероживающего агента, чтобы найти оптимальное значение для каждого конкретного случая. Например, при производстве углеродной пудры для впрыска мы обычно используем более низкую концентрацию добавки, чем при производстве высокоуглеродистого материала для металлургии.
Проблемы и решения в электротермическом кальцинировании
В процессе работы с электротермическим кальцинированием неизбежно возникают различные проблемы. Одна из распространенных – это образование кокса на стенках печи. Это снижает эффективность процесса и требует регулярной очистки. Для борьбы с этим явлением мы используем специальные покрытия на стенках печи и оптимизируем режим работы. Еще одна проблема – это неравномерное распределение температуры по всему объему печи. Для решения этой проблемы мы используем специальные системы нагрева и охлаждения, а также тщательно контролируем процесс кальцинирования.
Контроль процесса кальцинирования в реальном времени
Современные технологии позволяют контролировать процесс кальцинирования в реальном времени, используя различные датчики температуры, газового состава и других параметров. Это позволяет оперативно реагировать на любые отклонения от заданных параметров и оптимизировать процесс для достижения наилучшего результата. Мы используем систему автоматического управления печью, которая позволяет поддерживать заданный режим работы и предотвращать возникновение проблем. Эта система также позволяет собирать данные о процессе кальцинирования и анализировать их для выявления потенциальных проблем.
Заключение
Таким образом, электротермическое кальцинирование – это сложный и многогранный процесс, требующий глубокого понимания физико-химических процессов и опыта работы с различными материалами. Простое нагревание угля – это лишь первый шаг. Ключевым фактором успеха является выбор подходящего науглероживающего агента, оптимизация режима работы печи и контроль процесса кальцинирования в реальном времени. Опыт, накопленный ООО Пинлуо Хуатай Углеродные Продукты за многие годы работы в этой сфере, позволяет нам успешно решать самые сложные задачи и предлагать своим клиентам высококачественные углеродные добавки.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продуктыСвязанный поиск
Связанный поиск- Сверхнизкоазотный графитизированный науглероживающий агент поставщик
- Сырье для науглероживающего агента производители
- Низкофосфорный графитирующий углеродный добавка основный покупатель
- Специальный науглероживающий агент для высокопрочного чугуна основный покупатель
- Низкофосфорный углеродный добавка 9 поставщик
- Антрацитовый науглероживатель для выплавки стали цена
- Тонкодисперсный графитизированный науглероживающий агент поставщик
- Графитизированный науглероживающий агент для чугунного литья производители
- Низкофосфорный углеродный добавка 2
- Графитизированный науглероживающий агент ядерного класса заводы