


Науглероживающий агент для литья на основе угля заводы
На рынке углеродных добавок для коксования и литья – настоящий переполох. Заявлений много, обещаний грандиозных. Но на деле… как часто бывает, результат далек от идеального. Часто компании, стремящиеся оптимизировать процесс, застревают на поверхностном выборе, не учитывая множества нюансов. Решил поделиться опытом, а то чувствую, как за этим вопросом скрывается целый пласт недопониманий. Разберем основные проблемы и возможные решения.
Ожидания и реальность: что часто не совпадает?
Начнем с самого главного: понимания задачи. Многие заводы ищут простой и дешевый способ улучшить свойства угольных материалов, особенно для нужд литейного производства. Часто это связано с необходимостью снизить усадку, повысить прочность, уменьшить пористость. В теории, правильно подобранный углеродообразующий агент для литья на основе угля должен решить все эти проблемы. Но на практике – далеко не всегда.
Проблема часто кроется в неверной оценке исходного материала. Качество угля, его химический состав, размер частиц – все это оказывает огромное влияние на эффективность добавки. Если не провести тщательный анализ сырья, можно потратить немало денег на неэффективное решение. Возьмем, к примеру, ситуацию с использованием угля с высоким содержанием золы. В таком случае, добавление углеродообразующего агента может привести к еще большему ухудшению качества конечного продукта, а не к улучшению.
Не стоит забывать и о технологических параметрах. Температура, давление, время обжига – все это должно быть идеально сбалансировано. Слишком высокая температура может привести к деградации добавки, а слишком низкая – к недостаточной реакции с углеродным материалом. Например, при работе с углеродной пудрой для впрыска, крайне важно контролировать ее дисперсность. Слишком крупные частицы могут привести к неравномерному распределению добавки и, как следствие, к непредсказуемым результатам.
Выбор подходящего углеродообразующего агента: факторы, на которые стоит обратить внимание
На рынке представлено множество различных углеродообразующих агентов. От простых органических соединений до сложных углеродных материалов. Выбор конкретного продукта зависит от множества факторов, включая требуемые свойства конечного продукта, стоимость, технологические ограничения и, конечно же, качество используемого сырья.
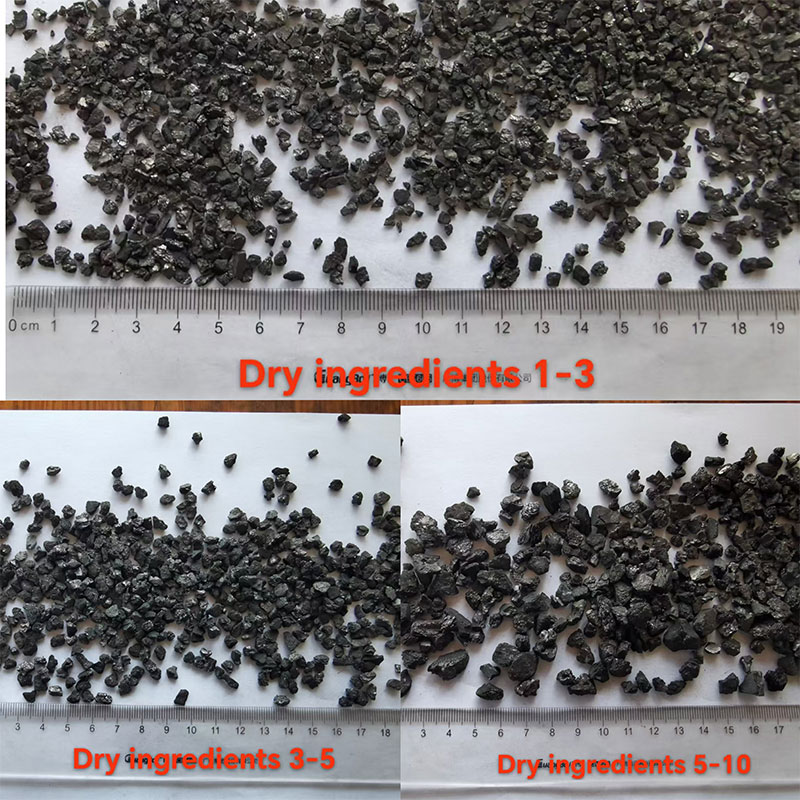
Один из ключевых аспектов – это размер частиц добавки. Чем меньше размер частиц, тем лучше она распределяется в углеродном материале и тем более равномерным будет процесс реакции. Для углеродной пудры для впрыска обычно используют частицы размером от нескольких микрон до нескольких десятков микрон. Важно, чтобы частицы были максимально однородными по размеру, чтобы избежать образования неоднородных слоев.
Кроме того, необходимо учитывать химический состав добавки. В идеале, она должна содержать не только углерод, но и другие элементы, которые способствуют реакции с углеродным материалом. Например, добавление небольшого количества серы может ускорить процесс образования углерода. В компании ООО Пинлуо Хуатай Углеродные Продукты мы активно работаем над созданием углеродных добавок на основе антрацитового угля, благодаря уникальному химическому составу которого достигается высокая эффективность.
Опыт применения: реальные кейсы и выводы
Несколько лет назад мы работали с одним заводом, который испытывал проблемы с пористостью чугунных отливок. Они использовали углеродообразующий агент, который поставлялся им от другого производителя. Однако результаты были неудовлетворительными. После анализа ситуации выяснилось, что агент содержал значительное количество примесей, которые препятствовали реакции с углеродным материалом. Кроме того, размер частиц был слишком велик, что приводило к неравномерному распределению добавки.
Мы предложили им использовать нашу углеродную пудру для впрыска, произведенную из высококачественного антрацитового угля. Благодаря контролируемому размеру частиц и чистому химическому составу, она позволила существенно снизить пористость отливок и улучшить их механические свойства. В результате, завод смог значительно повысить качество своей продукции и снизить количество брака. Кстати, наш завод располагает шестью печами для обжига, и мы производим около 50 000 тонн углеродных добавок в год. Мы постоянно совершенствуем технологию производства, чтобы обеспечить нашим клиентам максимально эффективные и надежные решения.
Важно понимать, что не существует универсального решения. Каждый случай требует индивидуального подхода. И, конечно, необходимо тщательно контролировать качество используемых материалов и технологические параметры. В противном случае, даже самая дорогая углеродообразующая добавка не сможет дать желаемого результата.
Проблемы с равномерностью распределения углеродообразующего агента
Иногда, даже при использовании высококачественной углеродообразующей добавки, возникают проблемы с ее равномерным распределением в углеродном материале. Это может быть связано с различными факторами, включая плотность углеродного материала, его влажность и температуру. Для решения этой проблемы можно использовать различные методы диспергирования, такие как ультразвуковая обработка или добавление диспергаторов. Необходимо тщательно подбирать метод диспергирования в зависимости от конкретных условий производства.
Влияние температуры обжига на эффективность углеродообразующего агента
Температура обжига оказывает значительное влияние на эффективность углеродообразующего агента. Слишком низкая температура может привести к недостаточной реакции с углеродным материалом, а слишком высокая – к деградации добавки. Оптимальная температура обжига зависит от конкретного типа углеродообразующего агента и углеродного материала. Обычно, для углеродной пудры для впрыска используют температуру обжига в диапазоне от 800 до 1200 градусов Цельсия. Важно строго контролировать температуру обжига, чтобы обеспечить максимальную эффективность добавки.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продуктыСвязанный поиск
Связанный поиск- Высокочистый графитизированный науглероживающий агент завод
- Науглероживающий агент из термокомпактированного брикетированного кокса основный покупатель
- Науглероживающий агент из кальцинированного кокса
- Мелкозернистый лан-уголь производитель
- Сушка безводного лан-угля поставщик
- Тонкодисперсный графитизированный науглероживающий агент цена
- Графитизированный науглероживающий агент с фиксированным углеродом 99,5 производители
- Фиксированный углерод 90 углеродный добавка завод
- Науглероживающий агент для конвертера производители
- Фиксированный углерод 90 углеродный добавка поставщик