


Науглероживающий агент для выплавки стали
Науглероживающие агенты для выплавки стали – это тема, которая часто вызывает много вопросов и, прямо скажем, нередко окружена определенной долей недопонимания. Вроде бы все просто: добавить углерода, получить нужный сплав. Но на практике все гораздо сложнее. Часто сталкиваешься с тем, что 'шаблонные' подходы дают непредсказуемые результаты, приходится экспериментировать, искать оптимальный баланс. Хочу поделиться своим опытом, выделив ключевые моменты, которые, на мой взгляд, часто упускаются из виду. Постараюсь говорить как есть, без излишнего пафоса и заезженных фраз. В конце концов, дело это, прежде всего, практическое.
Обзор: Что нужно знать о углерододобавочных реагентах
Суть процесса науглероживания заключается в контролируемом добавлении углерода для достижения требуемого химического состава стали. Это не просто 'добавь углерода', это точное управление реакцией, учитывающее множество факторов: тип используемого реагента, его размер частиц, температуру, состав шлака и, конечно, технологию выплавки. Традиционно использовались кокс и аморфный уголь, но современный рынок предлагает более широкий спектр углерододобавочных реагентов, разработанных для оптимизации процесса и улучшения качества стали. Важно понимать, что выбор реагента – это не просто вопрос цены, это вопрос эффективности и соответствия требованиям по химическому составу и механическим свойствам конечного продукта.
Типы углерододобавочных реагентов: обзор и сравнение
Классификация углерододобавочных реагентов достаточно широка. Основные категории включают кокс (различных марок), аморфный уголь, графит и специальные углеродные добавки. Кокс, безусловно, самый распространенный, но его использование требует тщательного контроля качества, так как он может содержать примеси, влияющие на процесс. Аморфный уголь, как правило, более однороден и обеспечивает более стабильное содержание углерода в стали. Графит используется в основном для специального применения, например, при производстве никелевых и титановых сплавов. Новые разработки в области углерододобавочных реагентов ориентированы на повышение реакционной способности и снижение образования нежелательных примесей. Например, сейчас активно разрабатываются добавки с контролируемым размером частиц и специальной поверхностной обработкой.
При выборе конкретного реагента, всегда учитываю несколько факторов. Во-первых, это требуемый уровень углерода и других элементов в стали. Во-вторых, это скорость процесса, то есть, как быстро и эффективно углерод должен быть добавлен в расплав. В-третьих, это влияние реагента на образование шлака. Хороший углерододобавочный реагент должен способствовать образованию стабильного и легко удаляемого шлака. И, конечно, это экономическая эффективность, то есть соотношение стоимости реагента и его влияния на качество стали.
Реальный опыт: проблемы и решения при использовании углерододобавочных реагентов
Самая распространенная проблема – это неравномерное распределение углерода в расплаве. Это может привести к снижению однородности химического состава и ухудшению механических свойств стали. Почему это происходит? Чаще всего дело в недостаточном перемешивании расплава или в неправильном выборе углерододобавочного реагента. Иногда проблема связана с составом шлака – он может образовывать пленку на поверхности расплава, препятствующую равномерному распределению углерода. Я видел случаи, когда простое увеличение интенсивности перемешивания решало проблему, а иногда требовалась комплексная оптимизация процесса.
Влияние размера частиц углерододобавочных реагентов на процесс выплавки
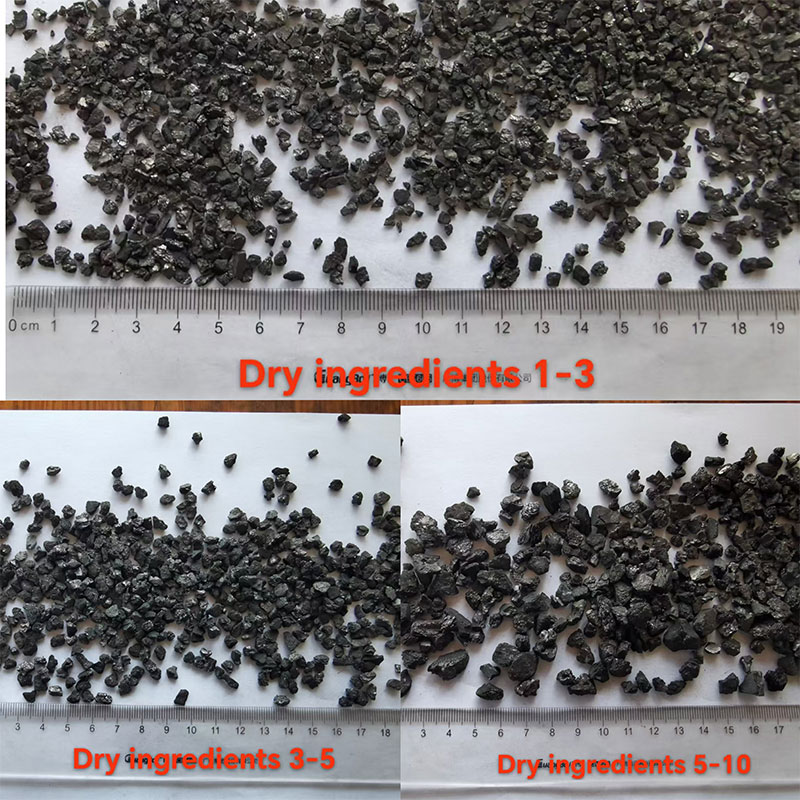
Размер частиц углерододобавочного реагента – критически важный параметр. Слишком крупные частицы плохо растворяются в расплаве, что приводит к неравномерному распределению углерода и образованию дефектов. Слишком мелкие частицы могут образовывать шлаковую пленку и снижать скорость реакции. Идеальный размер частиц зависит от типа реагента, температуры расплава и состава шлака. В нашей практике мы обычно используем реагенты с размером частиц от 10 до 50 микрон. При необходимости, мы проводим предварительную измельчение реагента для достижения оптимального размера частиц.
Однажды, у нас возникла проблема с неравномерным содержанием углерода в стали. Мы использовали углерододобавочный реагент с слишком крупными частицами, что приводило к его плохому растворению в расплаве. После анализа проблемы мы перешли на реагент с более мелким размером частиц, и это позволило нам решить проблему. Это был довольно простой случай, но он показал, насколько важен выбор правильного реагента и контроль его размера частиц.
Современные тенденции: инновации в области углерододобавочных реагентов
В последние годы наблюдается активное развитие технологий производства углерододобавочных реагентов. Особое внимание уделяется разработке новых материалов с улучшенными характеристиками. Например, разрабатываются углерододобавочные реагенты с высокой реакционной способностью и сниженным содержанием примесей. Также активно исследуются новые методы обработки поверхности реагентов для повышения их дисперсности и улучшения растворимости в расплаве. ООО Пинлуо Хуатай Углеродные Продукты активно сотрудничает с научно-исследовательскими институтами для разработки и внедрения новых технологий производства углерододобавочных реагентов.
Экологические аспекты: устойчивое развитие производства углерододобавочных реагентов
Экологические аспекты становятся все более важными в современной металлургии. Производство углерододобавочных реагентов может оказывать негативное воздействие на окружающую среду, поэтому важно использовать экологически чистые технологии. Например, разрабатываются углерододобавочные реагенты, полученные из возобновляемых источников, и технологии переработки отходов производства. ООО Пинлуо Хуатай Углеродные Продукты стремится к устойчивому развитию производства и уделяет большое внимание охране окружающей среды.
Заключение
Работа с углерододобавочными реагентами для выплавки стали – это сложный и ответственный процесс, требующий глубоких знаний и опыта. Важно учитывать множество факторов, чтобы обеспечить получение стали с требуемыми химическими и механическими свойствами. Нельзя полагаться на 'шаблонные' подходы, необходимо экспериментировать, искать оптимальный баланс. Надеюсь, мой опыт и наблюдения будут полезны вам в вашей работе.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продуктыСвязанный поиск
Связанный поиск- Фиксированный углерод 94 Углеродный добавка
- Низкосернистый углеродный добавка 4 основный покупатель
- Науглероживающий агент для проволочной подачи производитель
- 1-3 мм безводный лан-уголь производители
- Науглероживающий агент на основе карбида кремния основный покупатель
- Графитизирующий науглероживающий агент толщиной 3-5 мм основный покупатель
- Сырье для науглероживающего агента заводы
- Графитизированный науглероживатель для прецизионного литья
- Науглероживающий агент из холодно-брикетированного кокса основный покупатель
- Графитизирующий науглероживающий агент толщиной 3-5 мм завод