


Инкапсулированный графитизированный науглероживающий агент заводы
Итак, мы говорим о заводах, производящих инкапсулированные графитизированные науглероживающие агенты. Звучит, конечно, технологично. Многие сразу представляют себе сложнейшие процессы, требующие огромных инвестиций и передовых разработок. Но на деле всё немного проще – и немного сложнее. Самое главное – понять, что эффективность таких агентов напрямую зависит от множества факторов, часто не связанных напрямую с передовыми технологиями, а с качеством сырья, точностью контроля температуры и, конечно, опытом операторов. В этой статье я постараюсь поделиться своими наблюдениями и опытом работы в этой области, минуя теоретические рассуждения и фокусируясь на практических аспектах.
Обзор: от теории к практике – что действительно важно?
Не будем сразу углубляться в сложные схемы и технологии. Главная задача – понять, зачем вообще нужны такие агенты. В основном, это улучшение физико-механических свойств кокса, увеличение его удельной поверхности и, как следствие, повышение эффективности коксования. И, конечно, это снижение выбросов вредных веществ в атмосферу. Но как это все реализуется на практике? И что происходит, если что-то идет не так? Этот вопрос, кстати, возникает у многих начинающих. Мы часто видим красивые презентации и технические характеристики, но забываем о реальных условиях производства и потенциальных проблемах.
Ключевые факторы, влияющие на эффективность науглероживания
Начнем с самого важного – с качества сырья. Особенно это касается используемого угля. Как правильно заметил один из наших инженеров, даже самый совершенный процесс не спасет, если исходное сырье недостаточно качественное. Мы работали с разными видами угля, и разница в результате была колоссальной. Тут речь идет не только о содержании золы, серы и азота, но и о структуре угольного зерна, его способности к графитизации и, конечно, о форме частиц. Бездымный уголь – это, конечно, хорошо, но он может иметь разную степень готовности к процессу науглероживания. Вот тут и начинается самое интересное – подбор оптимальных параметров процесса.
Проблемы с равномерным распределением графита
Одна из самых распространенных проблем, с которыми мы сталкивались – это неравномерное распределение графита в коксе. Это может привести к локальным перегревам и образованию дефектов. Причина обычно кроется в недостаточной интенсивности перемешивания или в неправильном выборе типа инкапсулирующего агента. Мы экспериментировали с разными добавками, от простых минеральных порошков до сложных органических композиций. И, что важно, не всегда самые дорогие и 'продвинутые' добавки давали наилучший результат. Иногда оптимальным оказывается самый простой и проверенный временем способ.
Контроль температуры и времени обжига: тонкий баланс
Еще один критически важный фактор – это точный контроль температуры и времени обжига. Слишком низкая температура – и графитизация будет неполной. Слишком высокая – и может возникнуть перегрев и образование нежелательных побочных продуктов. Мы использовали различные системы контроля температуры и давления, а также проводили постоянный мониторинг состава коксовой пыли. Но даже самые совершенные технологии не заменят опытного оператора, который способен мгновенно реагировать на изменения параметров процесса и принимать необходимые меры.
Детальный анализ: процесс инкапсуляции и обжига
Давайте теперь немного углубимся в сам процесс. В общих чертах он выглядит так: сначала сырье – в нашем случае это уголь, смешивается с инкапсулирующим агентом (чаще всего это графит и связующие вещества). Затем полученная смесь подвергается процессу инкапсуляции, после чего отправляется на обжиг. В процессе обжига происходит графитизация – превращение частичек графита в графит, который проникает в структуру кокса, улучшая его свойства. Этот процесс требует очень точного контроля температуры и времени. Нельзя забывать о том, что процесс науглероживания – это, по сути, химическая реакция, и все химические реакции подчиняются определенным законам.
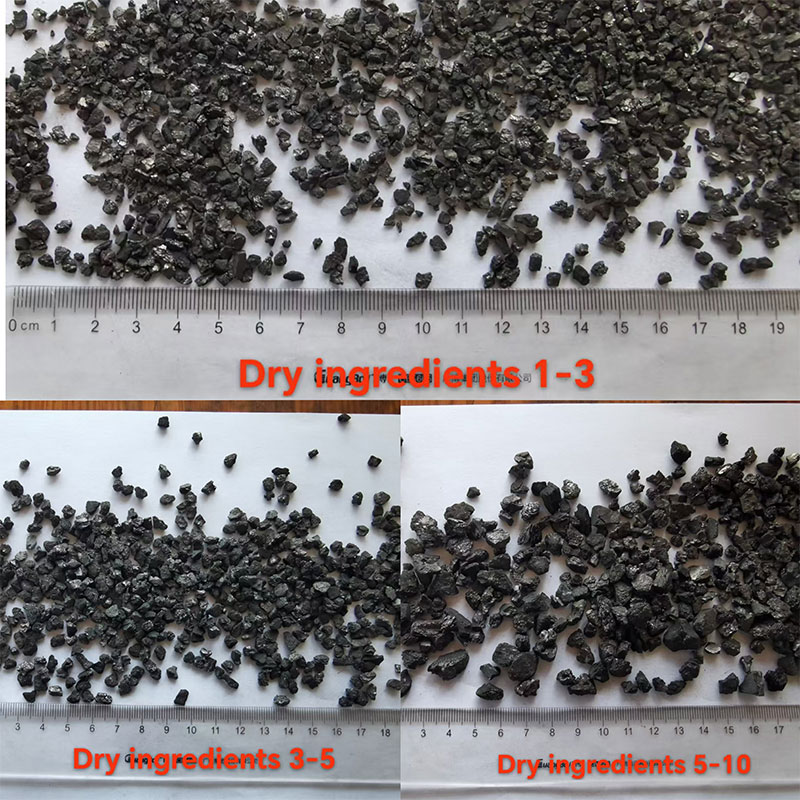
Влияние размера частиц агента
Размер частиц инкапсулирующего агента оказывает существенное влияние на скорость и эффективность процесса графитизации. Слишком крупные частицы будут плохо распределяться в коксе, а слишком мелкие могут снизить термостойкость и увеличить риск образования пыли. Оптимальный размер частиц зависит от многих факторов, включая тип используемого угля, температуру обжига и тип инкапсулирующего агента. Мы долго экспериментировали с размером частиц, прежде чем нашли оптимальный вариант для нашего производства.
Побочные процессы и их влияние на качество продукта
К сожалению, процесс науглероживания не всегда проходит гладко. Могут возникать различные побочные процессы, такие как образование углекислого газа, аммиака и других вредных веществ. Эти вещества могут снизить качество кокса и ухудшить экологическую обстановку. Для минимизации побочных процессов необходимо тщательно контролировать температуру и давление, а также использовать специальные фильтры для очистки отходящих газов. У нас в цехе установлена современная система очистки газов, которая позволяет снизить выбросы вредных веществ в атмосферу до минимально допустимого уровня.
Опыт и уроки: что мы узнали на практике?
За годы работы мы накопили большой опыт в области производства инкапсулированных графитизированных науглероживающих агентов. Мы научились понимать, как различные факторы влияют на качество конечного продукта, и как оптимизировать процесс производства для достижения максимальной эффективности. Но, как и в любом деле, у нас были и неудачи. Мы пробовали использовать разные типы инкапсулирующих агентов, разные режимы обжига, и не всегда получали желаемый результат. Но каждая неудача была ценным уроком, который помог нам стать лучше.
Пример неудачной попытки: использование синтетического графита
Однажды мы решили попробовать использовать синтетический графит в качестве инкапсулирующего агента. На бумаге все выглядело очень перспективно – синтетический графит обладает высокой чистотой и однородностью. Но на практике оказалось, что он плохо взаимодействует с углем и не обеспечивает достаточной графитизации. Кроме того, синтетический графит оказался слишком дорогим, и использование его привело к значительному увеличению себестоимости продукции. Этот опыт показал нам, что не всегда стоит слепо доверять теоретическим данным и что необходимо проводить тщательные эксперименты перед внедрением новых технологий.
Современные тенденции и перспективы развития
Сейчас в области производства науглероживающих агентов наблюдается тенденция к использованию более экологически чистых и безопасных материалов. Мы активно изучаем возможности использования возобновляемых источников сырья и разработку новых, более эффективных инкапсулирующих агентов. Кроме того, растет интерес к автоматизации производственных процессов и внедрению систем искусственного интеллекта для оптимизации параметров процесса. В целом, перспективы развития этой отрасли выглядят очень обнадеживающе. И хотя конкуренция постоянно растет, уверен, что мы сможем сохранить свои позиции на рынке, благодаря нашему опыту, качеству продукции и стремлению к инновациям.
Если вам интересна эта тема, рекомендую посетить сайт ООО Пинлуо Хуатай Углеродные Продукты: https://www.plxhtts.ru. Там можно найти подробную информацию о нашей продукции и технологиях. И, конечно, не стесняйтесь обращаться к нам с любыми вопросами.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продуктыСвязанный поиск
Связанный поиск- 0-2 мм безводный лан-уголь поставщик
- Науглероживающий агент для электропечей основный покупатель
- Науглероживающий агент из металлургического кокса производители
- Графитизированный науглероживающий агент с фиксированным углеродом 99,5 поставщики
- Низкофосфорный углеродный добавка 88 поставщики
- Активированный лан-уголь
- 1-5 мм безводный лан-уголь завод
- Низкофосфорный углеродный добавка 95 завод
- Крупнозернистый лан-уголь поставщик
- Углеродные материалы для металлургии производитель