


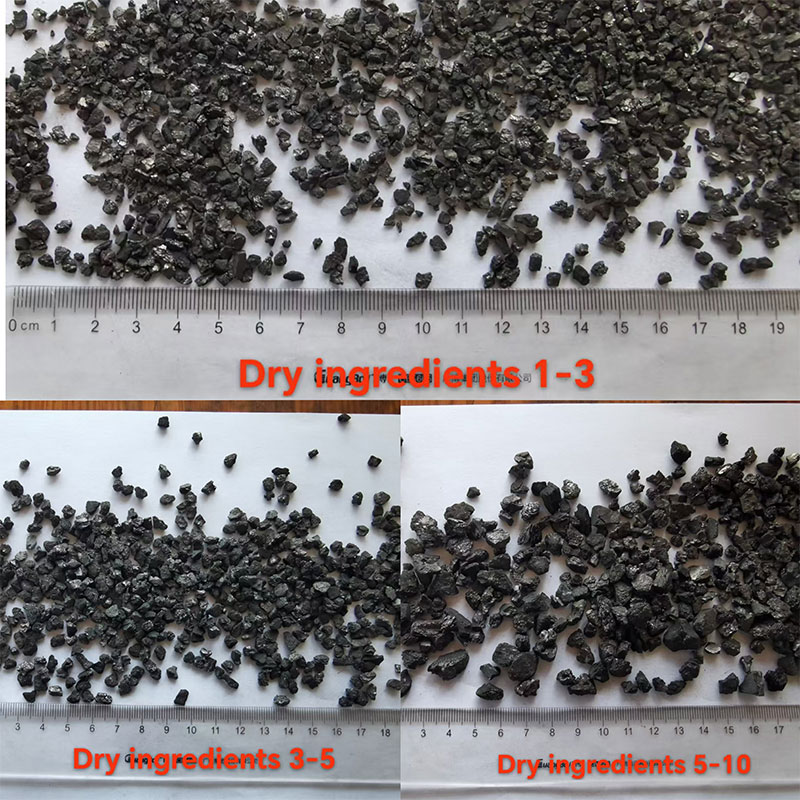
Графитизирующий науглероживающий агент толщиной 3-5 мм производитель
В последнее время наблюдается повышенный интерес к эффективным добавкам для коксования угля, особенно к тем, которые обеспечивают хорошую графитизацию. Многие производители, присматриваясь к графитизирующему науглероживающему агенту толщиной 3-5 мм, склонны думать, что просто толщина – ключевой фактор. Это, конечно, не совсем так. Попытаюсь поделиться своим опытом, основанным на работе с различными составами и проблемами, возникающими на практике. Говорим прямо, на рынке много обещаний, и не всегда они соответствуют реальным результатам. Важно понимать комплексность процесса, а не зацикливаться на одном параметре.
Почему толщина – не единственный определяющий фактор?
Часто клиенты спрашивают: 'Мы выбрали ваш продукт, потому что он 3-5 мм. Это гарантирует хорошую графитизацию?'. Да, толщина влияет на скорость процесса, но это лишь один из аспектов. На горение, науглероживание и последующую графитизацию угля воздействует целый комплекс факторов: химический состав добавки, её дисперсность, температура процесса, время горения, а также, конечно, качество исходного угля. Проще говоря, идеальная толщина графитизирующего науглероживающего агента толщиной 3-5 мм бесполезна, если он не соответствует составу угля или не используется при оптимальных условиях горения. У меня был случай, когда мы поставляли продукт с заявленной толщиной, но заказчик не получил желаемого результата из-за неправильно подобранной температуры в печи. Это пример – все должно быть согласовано.
Например, мы работали с одним предприятием, которое пыталось использовать наш продукт в качестве замены более дешевого аналогичного, но с меньшей толщиной. Они ожидали аналогичного эффекта, но графитизация оказалась слабой. Анализ показал, что исходный уголь имел более высокое содержание кремнезема, что значительно усложняло процесс. В данном случае, увеличение толщины добавки, даже до 5 мм, не решило проблему. Пришлось оптимизировать технологический процесс, увеличить время горения и подобрать другое реагентное сочетание.
Состав – основа эффективности
Важно обращать внимание не только на физические характеристики, вроде толщины, но и на химический состав графитизирующего науглероживающего агента толщиной 3-5 мм. В основном это различные углеродосодержащие материалы, часто в сочетании с добавками, улучшающими процессы горения и стабилизирующие углеродные соединения. В зависимости от типа угля, который используется, необходим индивидуальный подход к подбору состава. Например, для угля с высоким содержанием серы, требуется специальная добавка, которая будет нейтрализовать влияние серы на процесс графитизации. При этом, слишком агрессивные добавки могут, наоборот, препятствовать образованию графита.
Мы в ООО Пинлуо Хуатай Углеродные Продукты, как производитель углеродных добавок для угля, постоянно разрабатываем новые составы, учитывая специфику разных типов угля и требования заказчиков. Мы используем, как правило, антрацитовый уголь в качестве сырья, что позволяет производить графитизирующий науглероживающий агент толщиной 3-5 мм с минимальным содержанием золы, улетучиваемых веществ, серы и фосфора. Это обеспечивает стабильность и предсказуемость процесса горения.
Оптимизация процесса – ключ к успеху
Использование графитизирующего науглероживающего агента толщиной 3-5 мм – это только часть решения. Не менее важно правильно настроить технологический процесс. Ключевые параметры, которые необходимо контролировать: температура горения, время горения, скорость подачи агента, а также, конечно, качество исходного угля. Неправильные параметры могут привести к неполному науглероживанию, образованию некачественного графита, или даже к преждевременному выгоранию добавки.
Одним из распространенных вопросов, который мы получаем, это: 'Какая оптимальная температура для горения с использованием вашего продукта?'. Ответ – зависит от множества факторов. В среднем, температура должна находиться в диапазоне градусов Цельсия, но это лишь отправная точка. Для определения оптимальной температуры необходимо проводить лабораторные исследования и корректировать параметры процесса в зависимости от результатов.
Реальный пример: работа с коксовым батарейным производством
Недавно мы сотрудничали с крупным коксовым батарейным производством, которое столкнулось с проблемой неравномерной графитизации кокса. Использованный ими графитизирующий науглероживающий агент толщиной 3-5 мм не обеспечивал достаточной однородности графита, что приводило к снижению качества коксовой продукции. Мы провели анализ их технологического процесса и выявили несколько проблем: неравномерное распределение агента в печи, недостаточное время горения в отдельных участках, а также, возможно, проблемы с влажностью исходного угля. После внесения изменений в технологический процесс и оптимизации параметров горения, качество графитизации значительно улучшилось. В итоге, заказчик смог повысить выход высококачественного кокса и снизить процент брака.
Этот пример показывает, что просто использование графитизирующего науглероживающего агента толщиной 3-5 мм – это не панацея. Необходим комплексный подход, включающий анализ технологического процесса, оптимизацию параметров горения и, конечно, выбор подходящего состава добавки. Нам важно выявлять проблему не только по жалобе заказчика, но и по результатам анализа горения. Это позволяет находить решения, которые реально работают.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продуктыСвязанный поиск
Связанный поиск- Науглероживающий агент из кальцинированного кокса поставщик
- Агломерированный науглероживающий агент основный покупатель
- Графитизированный науглероживающий агент для дуговых печей
- Низкосернистый графитирующий углеродный добавка поставщики
- Безводный лан-уголь для литейного производства производители
- Науглероживающий агент с редкоземельными элементами завод
- Карбидокремниевый науглероживающий агент основный покупатель
- Высокотемпературный обожженный науглероживающий агент завод
- Науглероживатель антрацитового угля с низким содержанием азота производитель
- Низкосернистый углеродный добавка 95