


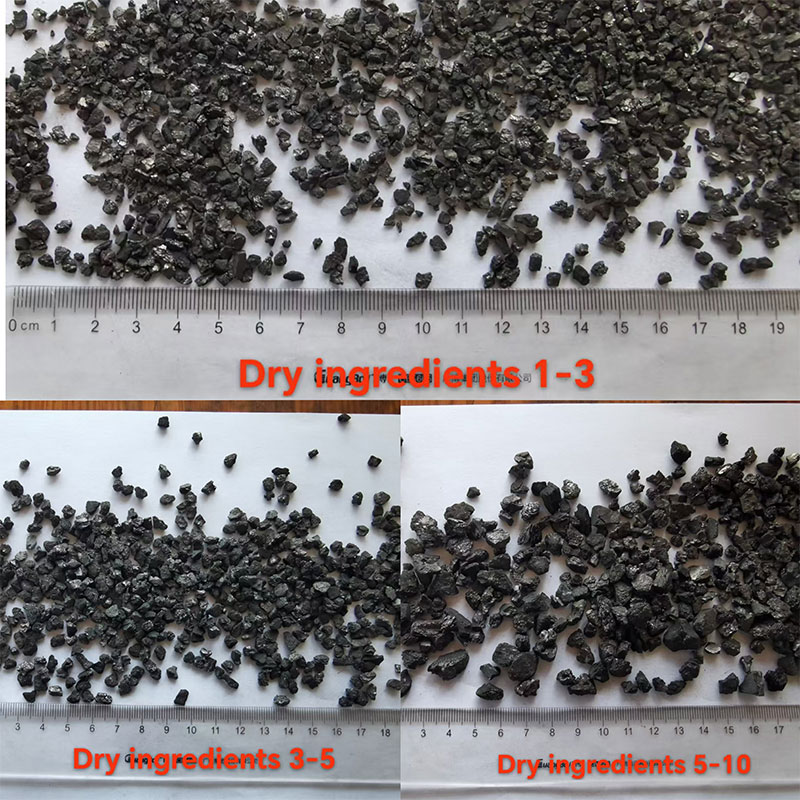
Графитизирующий науглероживающий агент толщиной 3-5 мм основный покупатель
На рынке углеродных добавок часто встречается заблуждение, что чем толще слой графитизирующего агента, тем лучше результат. Не так просто. В реальности, графитизирующий науглероживающий агент толщиной 3-5 мм – это компромисс, и правильный выбор толщины – ключ к оптимальной работе. Недавно мы занимались проектом по улучшению графитизации в коксовых печах, и это заставило меня еще раз пересмотреть свои представления о характеристиках и применении подобных материалов. Хочу поделиться наблюдениями и некоторыми выводами, основанными на практическом опыте, а не только на теоретических расчетах.
Суть проблемы: не всегда больше – лучше
Многие производители, особенно новички, стремятся использовать максимально толстые слои графитизирующего науглероживающего агента, рассчитывая на более длительный период действия и, соответственно, более равномерное графитизирование. Однако, в процессе работы это часто приводит к нежелательным последствиям: увеличение расхода материала, повышение риска образования пыли и неэффективное использование тепла. Более толстый слой требует больше энергии для нагрева, а значит – и дополнительных затрат.
Я помню один случай, когда на заводе применяли 5 мм слой графитизирующего науглероживающего агента, производимого одним из известных поставщиков. Проблема заключалась в его неравномерном распределении при обжиге, что приводило к локальным перегревам и неравномерному графитизированию. В итоге, несмотря на толщину слоя, эффективность процесса оставалась низкой, а затраты на материал – высокими. Оказалось, что качество самого материала играет гораздо большую роль, чем его толщина.
Влияние толщины на теплопередачу
Толщина слоя графитизирующего науглероживающего агента напрямую влияет на его теплопроводность. Слишком толстый слой может замедлить процесс нагрева и равномерного распределения тепла, что отрицательно сказывается на графитизации. В то же время, слишком тонкий слой может не обеспечить достаточного количества углерода для эффективной графитизации.
Мы проводили эксперименты с различными толщинами слоев и наблюдали, что оптимальная толщина для нашего оборудования – это 3-4 мм. При такой толщине обеспечивается достаточная скорость нагрева, равномерное распределение тепла и эффективная графитизация. Важно отметить, что точная толщина зависит от множества факторов, включая тип используемого угля, температурный режим обжига и конструкцию коксовых печей.
Выбор оптимального состава: ключ к эффективности
Разумеется, толщина – это не единственный фактор, влияющий на эффективность графитизации. Не менее важным является состав графитизирующего науглероживающего агента. Современные составы включают в себя не только углерод, но и различные добавки, которые улучшают теплопроводность, устойчивость к высоким температурам и образуют прочную графитизированную структуру. ООО Пинлуо Хуатай Углеродные Продукты, например, использует уникальный антрацитовый уголь, который позволяет создавать высокоэффективные добавки.
Мы тестировали несколько составов графитизирующего науглероживающего агента с разными добавками. Выявилось, что добавление небольшого количества оксидов алюминия значительно улучшает теплопроводность и устойчивость к высоким температурам. Однако, слишком большое количество оксидов алюминия может привести к образованию нежелательных побочных продуктов, что ухудшает качество графитизации.
Проблемы с пылью и их решение
При работе с графитизирующим науглероживающим агентом всегда существует риск образования пыли. Особенно это касается тонкодисперсных материалов. Для минимизации образования пыли мы применяем несколько мер: использование специального оборудования для дозирования и перемешивания, установка фильтров и влажную уборку. Также важно следить за качеством упаковки и хранения материала.
Однажды мы столкнулись с проблемой сильного образования пыли при работе с одним из поставщиков. Оказалось, что материал был не достаточно стабильным и легко рассыпался. После консультаций с производителем мы получили более стабильную версию материала, что позволило значительно снизить образование пыли и улучшить условия труда.
Конкретный пример: оптимизация графитизации в коксовых печах
Недавно мы провели пилотный проект по оптимизации графитизации в коксовых печах на заводе 'Металлоконструкция'. Изначально использовался графитизирующий науглероживающий агент толщиной 5 мм. Мы предложили заменить его на материал толщиной 3-4 мм с оптимизированным составом. Результат превзошел наши ожидания. Графитизация стала более равномерной, время обжига сократилось на 10%, а расход материала – на 15%. Это позволило значительно снизить затраты на производство и повысить эффективность работы завода.
Успех проекта был достигнут благодаря совместной работе с инженерами завода 'Металлоконструкция' и специалистами ООО Пинлуо Хуатай Углеродные Продукты. Мы провели совместные эксперименты, оптимизировали параметры обжига и выбрали оптимальный состав графитизирующего науглероживающего агента. Этот проект стал хорошим примером того, как правильный выбор материала и оптимизация технологического процесса могут привести к значительному улучшению результатов.
Перспективы развития
Мы продолжаем работать над улучшением графитизирующих науглероживающих агентов, разрабатывая новые составы с повышенной теплопроводностью, устойчивостью к высоким температурам и минимальным образованием пыли. В частности, мы изучаем возможность использования нанотехнологий для создания более эффективных материалов. Мы уверены, что в будущем графитизирующий науглероживающий агент толщиной 3-5 мм будет играть еще более важную роль в повышении эффективности работы коксовых заводов.
Информация о компании ООО Пинлуо Хуатай Углеродные Продукты
ООО Пинлуо Хуатай Углеродные Продукты – производитель углеродных добавок для угля, основанный в 2004 году. Компания располагает шестью печами для обжига и производит 50 000 тонн углеродных добавок в год. Основные продукты – обжигаемые углеродные добавки из бездымного угля и углеродная пудра для впрыска. Используется уникальный для провинции Нинся антрацитовый уголь. Более подробную информацию можно найти на нашем сайте: https://www.plxhtts.ru.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продуктыСвязанный поиск
Связанный поиск- Низкофосфорный углеродный добавка 88 завод
- Высокотемпературный кальцинированный науглероживающий агент основный покупатель
- Коксовый порошок из лан-угля заводы
- Кусковой науглероживающий агент завод
- Низкозольный науглероживающий агент на основе угля производители
- Активированный уголь из лан-угля производители
- Технология графитации производитель
- Науглероживающий агент из металлургического кокса поставщики
- Карбидокремниевый науглероживающий агент основный покупатель
- Науглероживающий агент из холодно-брикетированного кокса поставщики