


Графитизирующий науглероживающий агент толщиной 1-3 мм завод
Все часто говорят о важности графитизирующего науглероживающего агента в металлургии, особенно при производстве чугуна. Но, знаете, иногда реальность сильно отличается от идеальных схем. Оптимальная толщина, свойства, влияние на конечный продукт – все это требует тонкой настройки и опыта. Многие заводы, особенно начинающие, пытаются оптимизировать процесс, не учитывая всех нюансов. Сейчас хочу поделиться своими наблюдениями и некоторыми случайными, но ценными выводами, накопленными за годы работы в этой сфере. Разговоры о добавки для угольной промышленности не обходятся без вопросов о качестве исходного сырья и технологических параметрах, но я постараюсь сфокусироваться на самом продукте.
Что такое графитизирующий науглероживающий агент и зачем он нужен?
Прежде чем углубиться в детали, давайте определимся с тем, что же это за графитизирующий науглероживающий агент и какую роль он играет. Вкратце: это материал, который, при нагреве, способствует образованию графита в чугуне. Графит в чугуне – это не просто улучшение свойств, это изменение структуры, снижение усадки при затвердевании, повышение пластичности и других важных характеристик. Использовать его не просто полезно, а часто необходимо для достижения определенных технических параметров. Он активно используется для снижения склонности к образованию трещин и растрескиванию в изделиях из чугуна.
В чем, по сути, проблема многих попыток? Часто дело не в самом агенте, а в неправильном применении. Недостаточная толщина слоя, неправильный режим обжига, несоответствие состава агента характеристикам чугуна – все это может привести к непредсказуемым результатам. Да и понимание механизмов взаимодействия между добавкой и расплавом – это отдельная задача. Например, очень легко переоценить эффективность при слишком высокой концентрации. В итоге может образоваться нежелательная структура, ухудшающая свойства, а не улучшающая.
Производство графитизирующего науглероживающего агента: Технологические аспекты
Производство такого агента – процесс достаточно сложный и требующий контроля на каждом этапе. Как правило, это порошкообразный материал, полученный путем нагревания и химической обработки различных видов углеродных материалов. В нашем случае, в ООО Пинлуо Хуатай Углеродные Продукты (https://www.plxhtts.ru) используют сырье, полученное из антрацита. Этот уголь отличается низким содержанием примесей, что существенно влияет на качество конечного продукта. Использование антрацита позволяет получать науглероживающий агент с высокой графитизирующей способностью.
Особенно важно контролировать размер частиц. Для обеспечения равномерного распределения агента в расплаве чугуна требуется определенный диапазон размеров. Слишком крупные частицы могут образовать дефекты, а слишком мелкие могут привести к образованию неоднородной структуры. В ООО Пинлуо Хуатай Углеродные Продукты применяются современные методы просеивания и классификации частиц для достижения требуемых характеристик. Помню, как однажды мы столкнулись с проблемой неравномерности частиц, что привело к ухудшению графитизации. Пришлось срочно пересмотреть технологический процесс, чтобы восстановить соответствие спецификациям.
Влияние толщины слоя на процесс графитизации
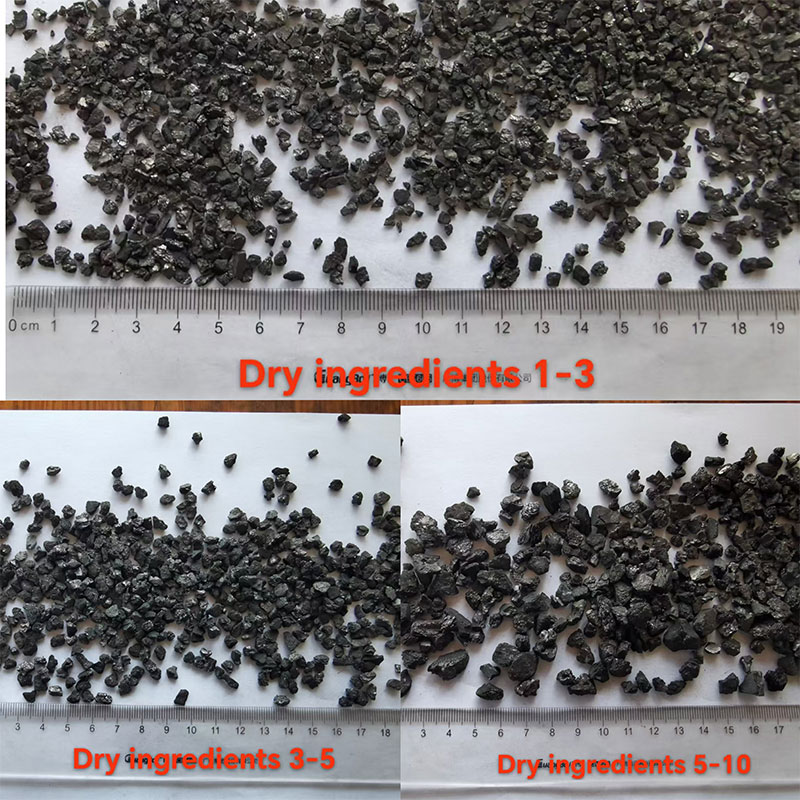
Толщина слоя графитизирующего науглероживающего агента – один из ключевых параметров, влияющих на эффективность процесса. Слишком тонкий слой не обеспечит достаточного количества графита, а слишком толстый может привести к образованию нежелательных структур и ухудшению свойств чугуна. Оптимальная толщина зависит от многих факторов, таких как состав чугуна, температура обжига и режим его поддержания. Важно помнить, что это не универсальное правило, а скорее отправная точка для дальнейшей оптимизации.
Во многих случаях мы рекомендуем начинать с толщины в диапазоне 1-3 мм, как и указано в запросе, а затем корректировать ее в зависимости от результатов тестирования. Помните, что это не статический параметр. С течением времени, с изменением технологических условий, толщину слоя может потребоваться корректировать. Например, при увеличении температуры обжига можно уменьшить толщину слоя, а при снижении – увеличить.
Проблемы с равномерным распределением агента
Распределение агента по поверхности чугуна – еще одна важная задача. Если агент не распределен равномерно, то графитизация будет неравномерной, и это негативно скажется на свойствах конечного продукта. Для решения этой проблемы используют различные методы нанесения агента, такие как распыление, окунание или использование специальных трафаретов. Важно, чтобы агент был хорошо смачиваем расплавом чугуна и не слипался при нагреве.
Мы часто сталкиваемся с проблемой неоднородного распределения агента при использовании старых методов нанесения. В этом случае мы рекомендуем перейти на современные технологии, такие как распыление с использованием специализированного оборудования. Кроме того, важно использовать агенты с хорошей смачиваемостью, которые способны быстро и равномерно распределяться по поверхности чугуна.
Контроль качества графитизирующего науглероживающего агента
Контроль качества графитизирующего науглероживающего агента – обязательный этап производства. Он включает в себя проверку химического состава, размера частиц, графитизирующей способности и других важных параметров. Для контроля качества используют различные методы анализа, такие как рентгенофазовый анализ, сканирующая электронная микроскопия и термогравиметрический анализ. Важно, чтобы агент соответствовал требованиям спецификации и обеспечивал требуемую эффективность графитизации.
В ООО Пинлуо Хуатай Углеродные Продукты применяются современные методы контроля качества, которые позволяют гарантировать соответствие продукции самым высоким стандартам. Мы постоянно совершенствуем свои методы анализа и используем новейшее оборудование для обеспечения точности и надежности результатов. Не экономьте на контроле качества – это позволит избежать дорогостоящих ошибок в производстве.
Иногда проблема не в агенте как таковом, а в неправильной интерпретации результатов анализа. Необходимо учитывать множество факторов, таких как состав чугуна, температура обжига и режим его поддержания. Простое сравнение с эталонными значениями может привести к ошибочным выводам и неправильным решениям. Требуется глубокое понимание процессов, происходящих в расплаве чугуна, чтобы правильно интерпретировать результаты анализа и принять обоснованное решение.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продуктыСвязанный поиск
Связанный поиск- Науглероживающий агент из холодно-брикетированного кокса поставщики
- Лан-уголь поставщики
- Науглероживающий агент из обожженного угля производители
- Лан-уголь для топлива спекания поставщики
- Графитизированный науглероживающий агент с фиксированным углеродом 99,5 цена
- Фиксированный углерод 88 углеродный добавка основный покупатель
- Графитизирующий науглероживающий агент поставщик
- Сверхнизкофосфорный графитизированный науглероживающий агент основный покупатель
- Науглероживающий агент для выплавки стали
- Низкосернистый графитирующий углеродный добавка производитель