


Графитизирующий науглероживающий агент толщиной 1-3 мм производители
Что за последнее время наблюдается – так это бурный рост интереса к графитизирующим науглероживающим агентам. Особенно часто встречаются запросы именно по толщине 1-3 мм. И сразу возникает вопрос: это действительно оптимальный вариант для всего? Или же мы, как индустрия, застряли в каком-то шаблоне, забывая про специфику конечного применения? Мне кажется, это важный момент. Нельзя просто взять и предложить готовое решение, надо понимать, что именно нужно клиенту, и учитывать множество факторов, а не только заявленную толщину.
Общие тенденции и распространенные ошибки
По сути, науглероживающие агенты – это основа для получения графито-углеродистых материалов, которые широко используются в металлургии, энергетике, а также в производстве специальных материалов. И, конечно, толщина – это важный параметр. Она напрямую влияет на прочность, теплопроводность и другие свойства готового продукта. Однако, часто клиенты фокусируются исключительно на толщине, совершенно забывая про состав, гранулометрический размер и методы нанесения. Это, мягко говоря, упрощение. Я видел много случаев, когда заказчик получал продукт нужной толщины, но он не соответствовал требованиям по прочности или термической стабильности. В итоге – переделка, дополнительные затраты, и испорченный график производства.
Например, недавний заказ на производство графитизирующего науглероживающего агента для литья под давлением чугуна. Клиент требовал именно 2 мм толщину. Мы предоставили материал соответствующей толщины, но результат оказался неудовлетворительным. Выяснилось, что гранулы были слишком крупные, что привело к неравномерному распределению углерода и, как следствие, к снижению прочности графитной матрицы. Пришлось вносить изменения в технологический процесс литья, а значит и в состав науглероживающего агента. Это, конечно, увеличило стоимость проекта и немного затянуло сроки.
Технологические аспекты: от состава до нанесения
Возьмем, к примеру, процесс нанесения. Графитизирующий науглероживающий агент может наноситься различными способами: распылением, методом окунания, путем смешивания с другими материалами. Каждый способ имеет свои особенности и влияет на конечные свойства материала. Распыление – это удобно для больших площадей, но может привести к неравномерному покрытию. Окунание обеспечивает более равномерный слой, но требует специального оборудования. А вот смешивание с другими материалами – это, пожалуй, самый гибкий вариант, позволяющий точно настроить состав и свойства конечного продукта.
Особенно важно учитывать технологию обработки металла, в который добавляется этот агент. Например, при производстве стальных отливок, требуется учитывать температуру и скорость охлаждения металла. Это влияет на скорость и степень графитизации. Если температура слишком высокая, то графит может выпадать из раствора, что приведет к образованию дефектов. Если охлаждение происходит слишком быстро, то графит может фрагментироваться, что снизит его прочность. Тут без глубокого понимания процессов не обойтись.
Материалы и их влияние на конечный продукт
Выбор исходного сырья также играет огромную роль. Очевидно, что качество углерода влияет на качество конечного продукта. Для производства науглероживающего агента используются различные виды угля: антрацит, каменный уголь, бурый уголь. Каждый вид угля имеет свои особенности, и они влияют на свойства получаемого графита. Например, антрацит обладает более высокой графитизирующей способностью, чем каменный уголь. Именно поэтому, как показывает практика, использование антрацита, особенно китайского, является приоритетным для получения качественного графитизирующего науглероживающего агента.
У нас в компании ООО Пинлуо Хуатай Углеродные Продукты используется антрацит из провинции Нинся. Он отличается низким содержанием золы и серы, что позволяет получать высококачественный графит с минимальным количеством примесей. Это, безусловно, является конкурентным преимуществом. Кстати, мы недавно провели испытания, сравнивая графит, полученный из антрацита с графитом, полученным из каменного угля. Результаты оказались весьма интересными. Графит из антрацита продемонстрировал значительно более высокую прочность и термическую стабильность.
Контроль качества: обязательный этап
Нельзя недооценивать важность контроля качества на всех этапах производства. От входного контроля сырья до финальной проверки готового продукта. Необходимо следить за гранулометрическим размером, содержанием примесей, а также за физико-химическими свойствами графитизирующего науглероживающего агента. Мы используем современное лабораторное оборудование для проведения этих испытаний. Например, для определения размера частиц мы используем лазерный дифрактометр. А для анализа химического состава – хроматографию.
Особое внимание уделяем контролю влажности. Высокая влажность может привести к снижению эффективности науглероживающего агента. Поэтому, после сушки, продукт должен соответствовать определенным требованиям по содержанию влаги. Это может показаться незначительным, но на практике это имеет большое значение.
Перспективы развития и инновации
Сейчас активно развивается направление по созданию науглероживающих агентов с добавлением различных наполнителей: углеродных нанотрубок, графена, а также других специальных добавок. Это позволяет улучшить свойства графита и расширить область его применения. Мы в ООО Пинлуо Хуатай Углеродные Продукты также работаем над такими проектами. Мы верим, что в будущем графитизирующие науглероживающие агенты будут играть еще более важную роль в производстве материалов с высокими эксплуатационными характеристиками. Мы видим перспективу в разработке науглероживающих агентов с контролируемой морфологией частиц, это позволит получить материалы с заданными свойствами.
Соответствующая продукция
Соответствующая продукция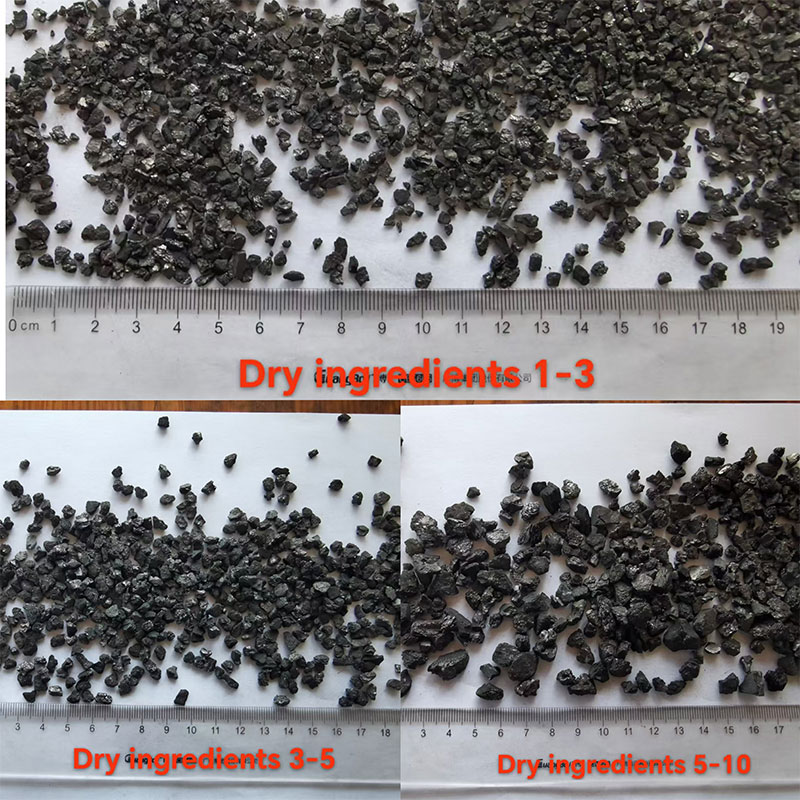



Самые продаваемые продукты
Самые продаваемые продуктыСвязанный поиск
Связанный поиск- Науглероживающий агент из обожженного угля поставщик
- Науглероживающий агент для выплавки кремнистой стали производитель
- Графитизирующий науглероживающий агент на основе углерода 98 основный покупатель
- Науглероживающий агент для выплавки нержавеющей стали заводы
- Графитизированный науглероживающий агент с внутренней футеровкой цена
- Науглероживающий агент для ферросплавов цена
- Модифицированный лан-уголь производители
- Науглероживающий агент для литья на основе угля производители
- Науглероживающий агент кальцинированный в печи с выносными топками
- Низкосернистый углеродный добавка 95 цена