


графитизирующий науглероживающий агент толщиной 0-2 мм
Вокруг графитизирующего науглероживающего агента толщиной 0-2 мм много мифов и недопониманий. Часто встречаю заблуждение, что это просто 'углеродная пыль', которую можно кинуть на графит и ждать чуда. На практике все гораздо сложнее. Необходимо учитывать множество факторов: состав, размер частиц, способ нанесения, температуру и время обжига. Я сейчас не буду говорить о каком-то конкретном производителе, это не реклама, но имею опыт работы с различными составами и могу поделиться некоторыми мыслями, которые, надеюсь, будут полезны.
Что на самом деле происходит при насыщении графита углеродом?
Если говорить упрощенно, то речь идет о внедрении атомов углерода в кристаллическую решетку графита, формировании так называемых 'углеродных включений'. Это влияет на множество характеристик материала: повышает его теплопроводность, электропроводность, механическую прочность, а также изменяет его смазывающие свойства. Процесс этот сложный и зависит от множества параметров. Не просто добавление углерода - нужно, чтобы он правильно распределился и образовал устойчивые связи с графитом. В противном случае, получатся просто агломераты, которые не принесут желаемого эффекта.
Мы в ООО Пинлуо Хуатай Углеродные Продукты занимаемся производством углеродных добавок для угля уже достаточно давно. Постоянно сталкиваемся с вопросами, как добиться оптимального насыщения. Один из ключевых аспектов – это размер частиц углеродного материала. Слишком крупные частицы будут просто плавать на поверхности графита, а слишком мелкие могут слипаться, образуя непрозрачные слои. Идеальный диапазон, как правило, находится в пределах 1-5 микрон, но это сильно зависит от конкретного типа графита и требуемых свойств конечного продукта. Например, для электродов в литий-ионных аккумуляторах требования к размеру частиц углерода особенно строгие.
Иногда, в качестве сырья для насыщения графита используют графит, подвергнутый предварительной обработке - например, обработке плазмой или химическому травлению. Это позволяет создать более пористую структуру, что улучшает адгезию углеродного агента. Но это уже требует дополнительных затрат и может не быть экономически целесообразным в некоторых случаях. Помню один проект, где мы экспериментировали с обработкой графита аргоно-кислородным плазменным травлением, но в итоге решили отказаться из-за высокой стоимости и сложностей в масштабировании. В данном случае, простое смешивание с графитизирующим науглероживающим агентом и последующий обжиг оказался более эффективным и экономичным решением.
Проблемы с равномерным распределением агента
Равномерное распределение графитизирующего науглероживающего агента – это часто самая большая проблема. Просто перемешать и нанести – недостаточно. Необходимо обеспечить хорошую смачиваемость поверхности графита, чтобы агент проник во все поры и трещины. Для этого применяют различные добавки – поверхностно-активные вещества, диспергаторы. Но и они не всегда помогают. Мы однажды использовали специальный диспергатор, который, как нам обещали, должен был обеспечить идеальное распределение углерода. В результате, после обжига, обнаружили, что большая часть агента образовала агломераты, которые не повлияли на свойства графита. Пришлось переделывать всю партию, что вызвало серьезные финансовые потери. Этот случай научил нас тщательно тестировать все добавки перед использованием, а также проводить пробные партии, чтобы убедиться в их эффективности.
Температурный режим обжига и его влияние
Температура обжига – это еще один критический параметр. Слишком низкая температура не позволит углероду правильно внедряться в графит, а слишком высокая может привести к его разложению или образованию нежелательных побочных продуктов. Оптимальная температура обычно находится в диапазоне 800-1500°C, но это зависит от типа используемого углерода и желаемых свойств конечного продукта. Мы часто работаем с различными видами углеродной пудры, и для каждой из них требуется свой температурный режим. Например, для графита, насыщенного карбидом кремния, температура обжига должна быть ниже, чем для графита, насыщенного аморфным углеродом. При обжиге необходимо строго контролировать скорость нагрева и охлаждения, чтобы избежать термического шока и образования трещин.
В нашей компании используется непрерывный процесс обжига в шахтных печах. Это позволяет точно контролировать температурный режим и обеспечить равномерное нагревание всей партии графита. Однако, даже при использовании современных технологий, всегда есть риск возникновения дефектов. Например, бывает, что после обжига на поверхности графита образуется тонкая пленка углерода, которая ухудшает его смазывающие свойства. Для предотвращения этого, мы применяем специальные защитные покрытия, которые формируются в процессе обжига и предотвращают нежелательное окисление углерода.
Альтернативные методы насыщения
Помимо обжига, существуют и другие методы насыщения графита углеродом. Например, химическое отравление графита – это процесс обработки графита раствором, содержащим углеродные соединения. Этот метод позволяет добиться более равномерного распределения углерода, но он требует использования агрессивных химических реагентов и может быть опасен для окружающей среды. Кроме того, процесс химического отравления требует специального оборудования и квалифицированного персонала. В связи с этим, мы редко используем этот метод в нашей практике, предпочитая более простые и безопасные способы насыщения.
Еще одним перспективным направлением является использование плазменного напыления углерода. Этот метод позволяет формировать тонкие углеродные покрытия на поверхности графита, что улучшает его адгезию и повышает его износостойкость. Однако, плазменное напыление – это дорогостоящий процесс, который требует значительных инвестиций в оборудование. На данный момент, этот метод используется в основном для производства специальных графитовых изделий, таких как электроды для сварочных аппаратов и компоненты для космической техники.
Контроль качества и аналитические методы
Контроль качества – это важный этап в процессе насыщения графита углеродом. Необходимо убедиться, что агент равномерно распределен, что температура обжига соответствует требуемым параметрам, а свойства конечного продукта соответствуют заданным требованиям. Для контроля качества используются различные аналитические методы: рентгенофазовый анализ, сканирующая электронная микроскопия, дифрактометрия, анализ теплопроводности, анализ механических свойств. Мы применяем комбинацию этих методов для получения полной картины о состоянии графита после насыщения.
Например, рентгенофазовый анализ позволяет определить процентное содержание углерода в графите и выявить наличие нежелательных фаз. Сканирующая электронная микроскопия позволяет визуализировать распределение углерода в графите и оценить размер частиц углеродного агента. Дифрактометрия позволяет определить кристаллическую структуру графита и оценить степень его деформации. Анализ теплопроводности позволяет оценить влияние насыщения на теплопроводные свойства графита. И, конечно, мы проводим испытания механических свойств графита, чтобы убедиться в том, что насыщение не ухудшило его прочность и износостойкость.
В заключение, хочу сказать, что насыщение графита углеродом – это сложный и многогранный процесс, требующий глубоких знаний и опыта. Не существует универсального рецепта, который подходит для всех случаев. Необходимо тщательно учитывать все факторы, влияющие на процесс, и проводить тщательный контроль качества на всех этапах. И самое главное – не бояться экспериментировать и искать новые решения. Только так можно добиться оптимальных свойств графита и удовлетворить потребности заказчика.
- ООО Пинлуо Хуатай Углеродные Продукты: [https://www.plxhtts.ru/](https://www.plxhtts.ru/)
Соответствующая продукция
Соответствующая продукция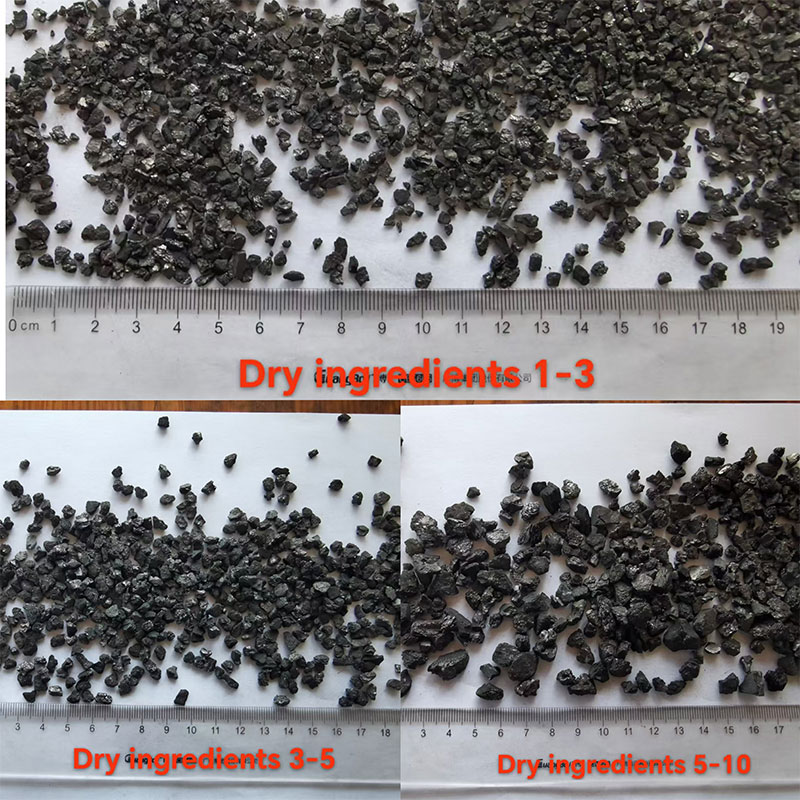



Самые продаваемые продукты
Самые продаваемые продуктыСвязанный поиск
Связанный поиск- Плотный науглероживающий агент основный покупатель
- Высокоэффективный науглероживающий агент заводы
- Влагостойкий графитизированный науглероживающий агент поставщики
- Графитизированный науглероживающий агент для стального литья поставщик
- Низкосернистый углеродный добавка 93 поставщик
- Коксовый порошок из лан-угля производитель
- Коксовый порошок из лан-угля поставщик
- Низкосернистый углеродный добавка 4 завод
- Графитизированный науглероживающий агент для дуговых печей завод
- Графитизированный науглероживатель нефтяного кокса завод