


Графитизированный науглероживатель для литья основный покупатель
На рынке углеродных добавок для металлургии часто встречается упрощенное представление о конечном потребителе. Все говорят про крупное литейное производство, про заказы на тонны. Но на самом деле, настоящая ценность графитизированного науглероживателя для литья часто ценится гораздо более узкой аудиторией – предприятиями, специализирующимися на изготовлении оснастки, форм и, в конечном счете, контроля качества. И именно эта аудитория, по моему мнению, и является основным покупателем, определяющим спрос и, как следствие, развитие технологии.
Что такое графитизированный науглероживатель и почему это важно?
Для начала, давайте разберемся, что это за зверь такой – графитизированный науглероживатель. В общих чертах – это порошок, содержащий углерод, который при определенных условиях обжига превращается в графит. Этот графит, в свою очередь, используется для придания литейному металлу определенных свойств: улучшение текучести, снижение температуры кристаллизации, повышение долговечности формы и снижение вероятности образования дефектов. Важно понимать, что не любой углеродный порошок подходит для этой цели. Ключевым фактором является однородность частиц, размер зерна и, конечно, качество графитизации – насколько равномерно и полно углерод преобразуется в графит. Именно здесь возникает сложность, потому что 'качество' это понятие субъективное, и зависит от конкретного применения.
Часто, при обсуждении графитизированного науглероживателя, я слышу фразы про 'оптимизацию расхода металла' или 'снижение затрат на производство'. Это, безусловно, важные моменты, но они вторичны. Первостепенная задача – это стабильность качества отливки. Если оснастка или форма износится слишком быстро, если металл будет содержать трещины или поры – экономия на углеродном добавке просто не имеет значения. Поэтому мы, как производители и поставщики, должны понимать потребности не только в цене, но и в надежности.
Проблемы, с которыми сталкиваются потребители. Наши наблюдения
За время работы с различными предприятиями литейной промышленности, я заметил несколько проблем, которые часто встречаются при использовании графитизированного науглероживателя. Во-первых, это нестабильность качества партии. Иногда, даже при соблюдении всех технологических параметров, результат может отличаться от ожидаемого. Это может быть связано с колебаниями в составе сырья, с погрешностями в процессе обжига, или, что более редко, с некачественной производством порошка. Мы не раз сталкивались с ситуациями, когда клиенты получали партии с неравномерной графитизацией, что приводило к снижению качества отливок. Проблема решается тщательным контролем качества на всех этапах производства, но требует значительных затрат.
Во-вторых, это сложность в подборе оптимального состава графитизированного науглероживателя для конкретного типа металла и процесса литья. Не существует универсального решения. Необходимо учитывать химический состав металла, его склонность к образованию дефектов, а также технологические параметры процесса литья. Иногда требуется проведение лабораторных испытаний для определения оптимального состава. Этот этап нередко упускается, и в итоге клиенты вынуждены экспериментировать с различными добавками, что приводит к задержкам в производстве и увеличению затрат.
Пример: литье чугуна крупного сечения
Например, в одном из крупных литейных предприятий, специализирующихся на литье чугуна крупного сечения, мы столкнулись с проблемой образования трещин в отливках. При анализе причины выяснилось, что графитизированный науглероживатель, который они использовали, не обеспечивал достаточного уровня графитизации, что приводило к образованию микротрещин в структуре чугуна. После проведения лабораторных испытаний и разработки нового состава добавки, проблема была решена. Оснастка из стали быстро изнашивалась, но качество отливки значительно выросло, что, в конечном счете, окупило затраты на разработку нового состава.
Технологические нюансы: важные детали
Кроме выбора подходящего состава, важно правильно подобрать технологические параметры обжига графитизированного науглероживателя. Температура обжига, время выдержки, атмосфера печи – все это влияет на качество графитизации. Недостаточная температура приведет к неполному превращению углерода в графит, а слишком высокая – к образованию нежелательных побочных продуктов. Оптимальные параметры обжига зависят от конкретного состава добавки и от используемого оборудования.
Мы используем различные типы печей для обжига, включая туннельные печи и шахтные печи. Выбор печи зависит от объема производства и от требуемых технологических параметров. Важным фактором является равномерность температуры в печи, поскольку неравномерный обжиг может привести к неоднородности графитизации.
Опыт ООО Пинлуо Хуатай Углеродные Продукты
ООО Пинлуо Хуатай Углеродные Продукты, как производитель графитизированного науглероживателя для литья, имеет богатый опыт работы с различными предприятиями литейной промышленности. Мы постоянно работаем над улучшением качества нашей продукции и над разработкой новых составов для решения конкретных задач наших клиентов. Использование высококачественного антрацита из провинции Нинся, с низким содержанием примесей, позволяет нам производить графитизированный науглероживатель с отличными характеристиками.
Мы уделяем особое внимание контролю качества на всех этапах производства – от отбора сырья до упаковки готовой продукции. Мы также предоставляем техническую поддержку нашим клиентам, помогая им выбрать оптимальный состав добавки и подобрать технологические параметры обжига. Наш сайт [https://www.plxhtts.ru](https://www.plxhtts.ru) содержит подробную информацию о нашей продукции и наших услугах. Мы всегда открыты к сотрудничеству и готовы предложить вам оптимальное решение для вашего производства.
Будущее графитизированного науглероживателя
Я уверен, что в будущем роль графитизированного науглероживателя для литья будет только возрастать. С развитием технологий литья, с появлением новых материалов и новых процессов, будет расти потребность в высококачественных углеродных добавках. Особое внимание будет уделяться экологичности производства и снижению негативного воздействия на окружающую среду. Мы активно работаем над разработкой новых составов графитизированного науглероживателя, которые соответствуют этим требованиям.
Соответствующая продукция
Соответствующая продукция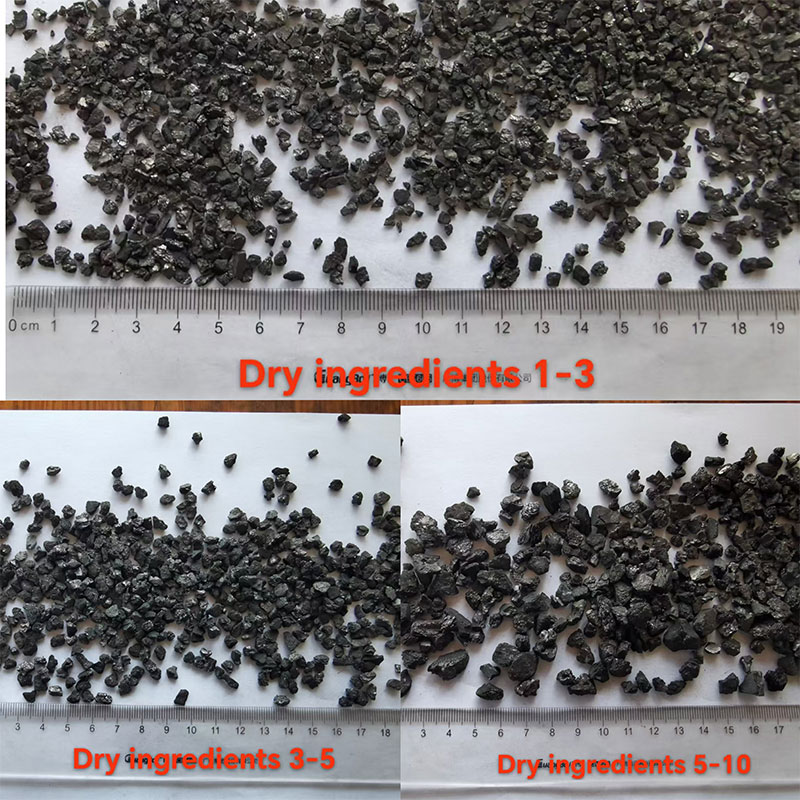



Самые продаваемые продукты
Самые продаваемые продуктыСвязанный поиск
Связанный поиск- Графитизированный науглероживающий агент ядерного класса основный покупатель
- Углеродная добавка из графитированного низкосернистого нефтяного кокса производитель
- Графитизированный науглероживатель для прецизионного литья
- Низкофосфорный углеродный добавка 9 поставщик
- Графитизированный науглероживающий агент с углеродом 98,5
- Влагостойкий графитизированный науглероживающий агент производители
- Графитизированный науглероживатель для литья производители
- Науглероживающий агент для литья на основе угля завод
- Низкосернистый науглероживающий агент производитель
- Науглероживатель антрацитового угля с низким содержанием азота