


Графитизированный науглероживатель нефтяного кокса заводы
Часто в разговорах о производстве углеродных добавок для коксового газа поднимается вопрос о графитизированном науглероживателе. Но я заметил, что многие подходят к этому процессу слишком просто, игнорируя тонкости и зависимость от исходного сырья и технологических параметров. Недавно наблюдал ситуацию, когда попытка оптимизировать процесс привела к непредсказуемым результатам, значительно снизив качество конечного продукта. На мой взгляд, критически важно понимать, что это не просто смешивание и обжиг, а сложный термохимический процесс, где малейшие отклонения могут сильно повлиять на результат. Так что да, тема углеродосодержащих добавок – это не просто цифры в отчете, это реальное производство, требующее внимания и понимания.
Что такое графитизированный науглероживатель и зачем он нужен?
Начнем с определения. Графитизированный науглероживатель нефтяного кокса заводы – это продукт, получаемый в результате термической обработки кокса с добавлением графитовых материалов, обычно в условиях высоких температур и контролируемой атмосфере. Основная задача этого процесса – увеличение содержания углерода в коксе, повышение его теплотворности и улучшение других физико-химических свойств, таких как снижение пылеобразования и повышение стабильности при транспортировке и хранении. Использование графита, в свою очередь, способствует созданию более однородной углеродной структуры и повышению термостойкости конечного продукта. Это особенно важно для применений в металлургии и других отраслях, где требуются высококачественные углеродные материалы.
В чем, собственно, смысл использования графита? Во-первых, он улучшает дегидратацию кокса, то есть удаление из него влаги. Во-вторых, графит влияет на формирование углеродной структуры, способствуя образованию более устойчивых и спекшихся частиц. В-третьих, графит снижает склонность кокса к растрескиванию при нагреве, что важно для предотвращения дефектов в дальнейшем.
Сырье: нефтяной кокс и его характеристики
Качество нефтяного кокса – это отправная точка. И здесь начинаются проблемы. Сырьевая база может значительно отличаться в зависимости от поставщика и используемого процесса коксования. Мы, в ООО Пинлуо Хуатай Углеродные Продукты, активно используем кокс, произведенный из бездымного угля, добываемого в провинции Нинся. Он обладает действительно хорошими характеристиками: низкое содержание золы, улетучиваемых веществ, серы и азота. Но даже в рамках одного типа кокса могут быть значительные колебания. Например, содержание серы может меняться в зависимости от месторождения угля и технологии коксования. Это необходимо учитывать при планировании процесса науглероживания и выборе оптимальных параметров.
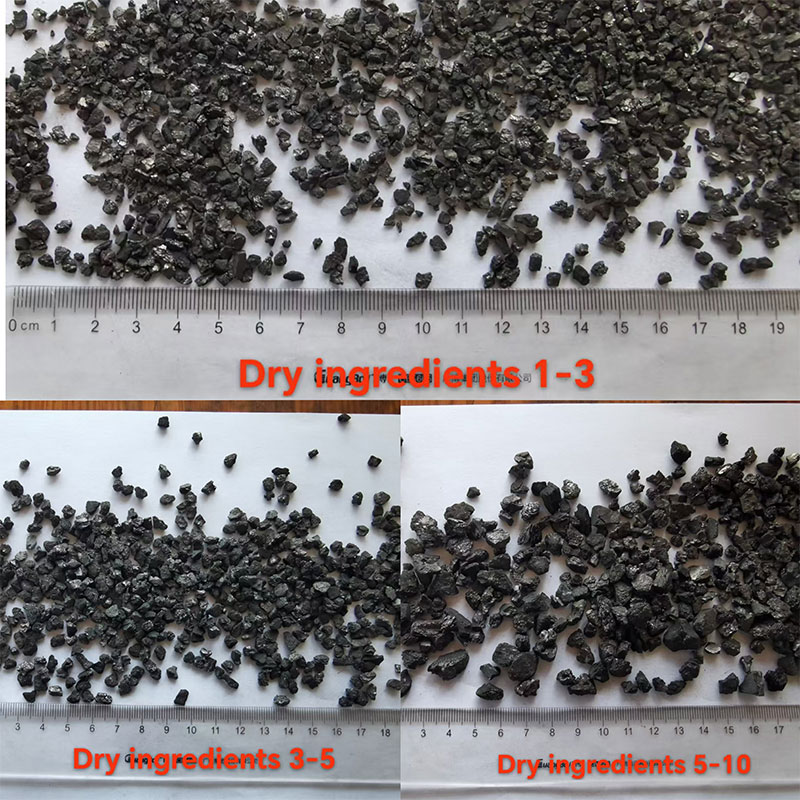
Ключевой момент – это размер частиц кокса. Оптимальный размер, конечно, зависит от конкретного оборудования и технологии, но обычно рекомендуется использовать кокс с размером частиц от 2 до 5 мм. Слишком мелкий кокс может привести к образованию чрезмерно большого количества пыли, а слишком крупный – к неравномерному нагреву и спеканию. У нас на производстве используется система предварительной подготовки сырья, включающая дробление и просеивание, для обеспечения оптимального размера частиц.
Процесс науглероживания: технологические особенности
Процесс науглероживания обычно осуществляется в вращающихся печах, где кокс смешивается с графитом и подвергается воздействию высоких температур (обычно от 1200 до 1600°C) в инертной атмосфере (например, азота или аргона). Важно контролировать скорость нагрева и охлаждения, чтобы избежать растрескивания кокса и обеспечить равномерное спекание. Время выдержки при максимальной температуре – еще один критический параметр, который должен быть оптимизирован для достижения желаемого уровня графитизации.
Один из наиболее распространенных способов подачи графита – это его внесение в кокс в виде порошка. Концентрация графита обычно составляет от 5% до 20% по массе. Более высокая концентрация графита, как правило, приводит к более быстрому увеличению содержания углерода, но может также усложнить процесс спекания и увеличить затраты на сырье. Мы экспериментировали с разными концентрациями графита и нашли оптимальную для нашего сырья и оборудования – около 15%. Но это, опять же, индивидуально для каждой конкретной ситуации.
Проблемы и ошибки при производстве углеродосодержащих добавок
Я видел множество неудачных попыток оптимизировать процесс. Одна из распространенных ошибок – это недостаточный контроль атмосферы в печи. Если в атмосферу попадает кислород, это приводит к окислению углерода и снижению качества конечного продукта. Вторая проблема – неравномерный нагрев кокса. Это может быть вызвано плохой перемешиванием сырья или дефектами в конструкции печи. В результате в конечном продукте могут присутствовать участки с недостаточным содержанием углерода или с повышенным содержанием золы.
Помню случай, когда мы попробовали использовать более дешевый графит низкого качества. В результате конечный продукт оказался с более низким содержанием углерода и имел повышенную пылеобразование. Пришлось отказаться от этого сырья и вернуться к использованию графита высокого качества, даже если это увеличило себестоимость продукта. Это показывает, что экономия на сырье не всегда оправдана, особенно когда речь идет о производстве высококачественных углеродных добавок. Не стоит экономить на компонентах, влияющих на конечный результат.
Перспективы и современные тенденции
Сейчас активно разрабатываются новые технологии науглероживания, направленные на повышение эффективности процесса и снижение затрат. Например, разрабатываются печи с улучшенной теплоизоляцией и более точным контролем температуры. Также изучается возможность использования альтернативных видов графита, таких как графитовые волокна, которые могут улучшить механические свойства конечного продукта. В ООО Пинлуо Хуатай Углеродные Продукты мы постоянно следим за новыми тенденциями и внедряем наиболее перспективные технологии в производство.
В заключение, хочу сказать, что производство графитизированного науглерожителя нефтяного кокса заводы – это сложный и многогранный процесс, требующий внимательного подхода и глубокого понимания технологических особенностей. Не стоит упрощать этот процесс и игнорировать тонкости, так как от этого напрямую зависит качество конечного продукта.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продуктыСвязанный поиск
Связанный поиск- Активированный лан-уголь поставщик
- Лан-уголь для топлива спекания цена
- Специальный науглероживающий агент для серого чугуна производители
- Науглероживающий агент с редкоземельными элементами поставщик
- Науглероживающий агент для проволочной подачи основный покупатель
- Активированный уголь из лан-угля
- Графитизированный науглероживающий агент для дуговых печей поставщик
- Полностью графитизированный науглероживающий агент для нефтяного кокса производитель
- Науглероживающий агент кальцинированный в печи с выносными топками производитель
- Низкоазотный графитирующий углеродный добавка поставщик