


Графитизированный науглероживатель для прецизионного литья
На первый взгляд, графитизированный науглероживатель для прецизионного литья – это довольно узкая тема, сводящаяся к добавлению графита для улучшения свойств отливок. Но, как показывает практика, тут кроется гораздо больше, чем просто 'добавление графита'. Часто встречаю подход, когда конструкторы или технологи считают, что 'больше графита – лучше', игнорируя при этом множество факторов: размер частиц, форму, степень графитизации, взаимодействие с другими компонентами сплава. Я вот несколько лет занимаюсь этой темой, и с каждым новым проектом убеждаюсь, что оптимальное решение требует глубокого понимания физико-химических процессов, происходящих при литье, и, конечно, практического опыта.
Проблема однородности и распределения графитизированного науглероживателя
Одна из самых частых проблем, с которыми мы сталкиваемся – это неравномерное распределение графита в расплаве. Это может приводить к локальным областям повышенной или пониженной твердости, хрупкости, а также к образованию дефектов отливки – трещин, пустот. Причина часто кроется в плохой дисперсности порошка, его агрегации или в неправильном выборе метода добавления. Просто 'забросить' порошок в расплав – не вариант. Ключевым моментом является обеспечить его равномерное распределение и, как следствие, получение однородных свойств отливки. Мы, например, в работе с высокомарганцовыми чугунами, постоянно экспериментируем с различными способами введения графита – от непосредственного добавления в ковш до предварительного смешивания с жидким металлом перед заливкой в форму. В последнем случае мы наблюдаем значительно лучшую дисперсность и, как следствие, более предсказуемые результаты.
Не стоит забывать и о влиянии температуры и скорости перемешивания. При слишком высокой температуре графит может деградировать, теряя свои свойства, а при слишком низкой – не успевать равномерно распределяться. Скорость перемешивания должна быть оптимизирована – слишком высокая может привести к образованию пузырьков газов, а слишком низкая – к недостаточной дисперсности. Это тонкий баланс, который требует постоянного контроля и корректировки параметров процесса.
Влияние размера и формы графитовых частиц
Размер и форма графитовых частиц оказывают непосредственное влияние на свойства отливки. Мелкий графит обычно обеспечивает более высокую твердость и износостойкость, но может снижать пластичность. Крупный графит, наоборот, повышает пластичность, но снижает твердость. Идеальный размер частиц – это компромисс между этими двумя параметрами. Оптимальным часто оказывается использование графита с размером частиц в диапазоне 2-5 микрон. Что касается формы – обычно используют сферический или почти сферический графит, так как он обеспечивает лучшую дисперсность и снижает концентрацию напряжений в отливке.
В нашей практике мы часто используем различные марки графита от ООО Пинлуо Хуатай Углеродные Продукты. Их продукция характеризуется высокой чистотой и контролируемым размером частиц, что позволяет нам точно задавать требуемые свойства отливки. Мы внимательно следим за качеством сырья, так как от этого напрямую зависит конечный результат. Например, для производства высокопрочных отливок мы предпочитаем использовать графит с очень мелким размером частиц и высокой сферичностью.
Сложности с науглероживанием
Науглероживание – это сложный процесс, который требует точного контроля параметров. Мы часто сталкиваемся с проблемой неравномерного насыщения расплава углеродом, что может приводить к образованию нежелательных соединений и снижению свойств отливки. Причина может кроется в недостатке углерода в исходном материале, в неправильном выборе температуры и времени выдержки, или в неэффективном перемешивании. Для решения этой проблемы мы используем различные добавки, которые способствуют насыщению расплава углеродом, и тщательно контролируем все параметры процесса.
Кроме того, важно учитывать влияние других элементов, содержащихся в сплаве. Например, при науглероживании чугуна содержание кремния может существенно влиять на процесс. Кремний может образовывать с углеродом сложное соединение, которое снижает эффективность науглероживания. Поэтому необходимо тщательно подбирать состав сплава и контролировать его чистоту.
Пример из практики: оптимизация процесса графитизации чугуна
Недавно мы работали над проектом по производству высокопрочных чугунных колец для тяжелого оборудования. Изначально процесс графитизации был настроен не оптимально, и отливки получались с неоднородной структурой и повышенной хрупкостью. После детального анализа процесса мы выяснили, что причиной проблемы является недостаточное перемешивание расплава и неравномерное распределение графита. Мы внесли изменения в процесс – увеличили скорость перемешивания и добавили в расплав небольшое количество фторидов, которые способствуют более равномерному распределению графита. В результате отливки стали значительно прочнее и менее хрупкими. Это хороший пример того, как небольшие изменения в процессе могут привести к существенному улучшению качества отливки.
В этом случае использование графитизированного науглероживателя от ООО Пинлуо Хуатай Углеродные Продукты сыграло ключевую роль. Благодаря высокой чистоте и контролируемому размеру частиц, он позволил нам достичь оптимального распределения графита в расплаве. Мы также провели ряд экспериментов по оптимизации дозировки и времени добавления графита, чтобы добиться наилучших результатов.
Будущие тенденции в области графитизированных науглерожителей
В последние годы наблюдается тенденция к разработке новых типов графитизированных науглерожителей с улучшенными свойствами. Например, разрабатываются графеновые добавки, которые обладают еще более высокой твердостью и износостойкостью, чем традиционный графит. Также активно исследуются новые методы нанесения графитовых покрытий на поверхности металлических отливок, что позволяет улучшить их антикоррозионные свойства и снизить трение.
Мы внимательно следим за развитием этих технологий и планируем внедрять их в свою практику в ближайшем будущем. Мы уверены, что новые материалы и технологии позволят нам создавать отливки с еще более высокими свойствами и расширить область их применения.
В заключение хочется отметить, что работа с графитизированными науглерожителями для прецизионного литья – это не просто добавление материала. Это сложный и многогранный процесс, требующий глубоких знаний и практического опыта. Только при комплексном подходе можно добиться оптимальных результатов и создавать отливки с заданными свойствами.
Соответствующая продукция
Соответствующая продукция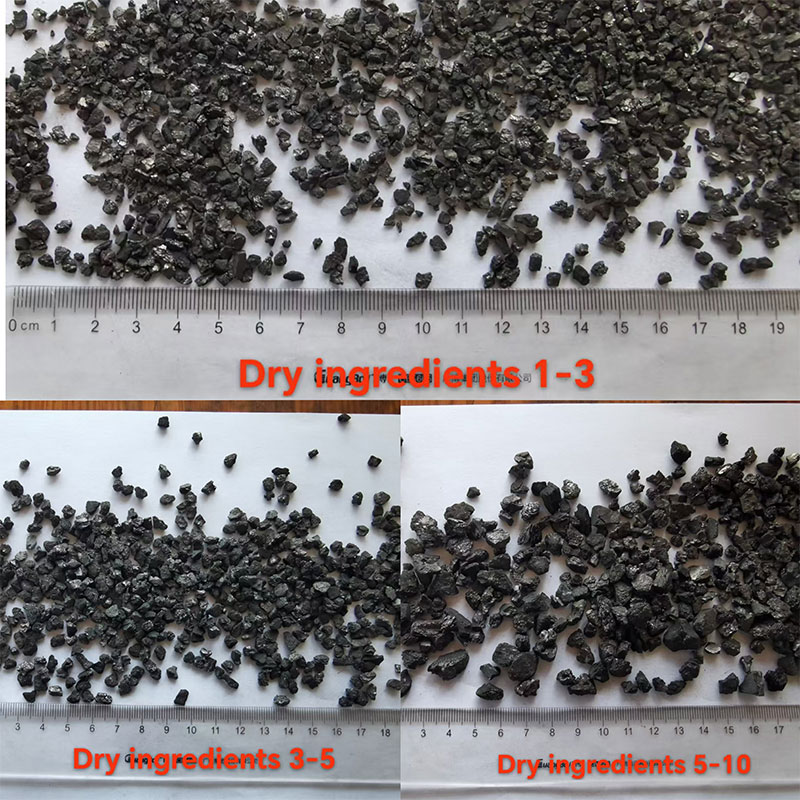



Самые продаваемые продукты
Самые продаваемые продуктыСвязанный поиск
Связанный поиск- Высокочистый графитизированный науглероживающий агент производители
- Графитизирующий науглероживающий агент толщиной 0-2 мм основный покупатель
- Графитизированный науглероживающий агент с пользовательским составом цена
- Фиксированный углерод 95 углеродный добавка производитель
- Сушка лан-угля
- Быстрорастворимый науглероживающий агент поставщики
- Науглероживающий агент для агломерата основный покупатель
- Науглероживающий агент для литья производители
- Науглероживающий агент для конвертера производитель
- Высокотемпературный обожженный науглероживающий агент из антрацита производители