


Графитизированный науглероживатель для литья
Графитизированный науглероживатель для литья… Звучит сложно, да? И многие воспринимают это как узкоспециализированное направление, требующее огромных капиталовложений и передовых технологий. Поначалу я тоже так думал. Но опыт работы в этой сфере показал, что все гораздо интереснее и есть место для гибких решений, особенно если понимать суть процесса и учитывать особенности сырья. Этот текст – скорее мои мысли, наблюдения и несколько 'зацепок' из практики, чем исчерпывающее руководство. Надеюсь, кому-то пригодится.
Что такое науглерожение, и почему графит?
В общем, науглерожение – это процесс насыщения углеродом материала. В случае с литьем, обычно это используется для создания графитизированных форм – матриц, которые потом служат для отливки сложных деталей. Графит, как мы знаем, обладает превосходной термостойкостью, низким коэффициентом трения и хорошей смазывающей способностью. Это критически важно для литья, особенно при высоких температурах и сложных геометриях отливок. Почему не просто уголь? Дело в структуре. Графит - это кристаллическая структура, которая при определенных условиях обеспечивает нужные свойства. Просто уголь не дает такой стабильности и долговечности.
Мы работали с несколькими типами науглерожителей. Состав может варьироваться – от простых смеси кокса и различных добавок до более сложных композиций с использованием фтора и других элементов. Ключевой момент – это контроль температуры и времени обжига. Неправильный режим может привести к образованию некачественного графита – с большим количеством дефектов и низкой прочностью. Особенно это касается больших партий.
Сырье – основа всего
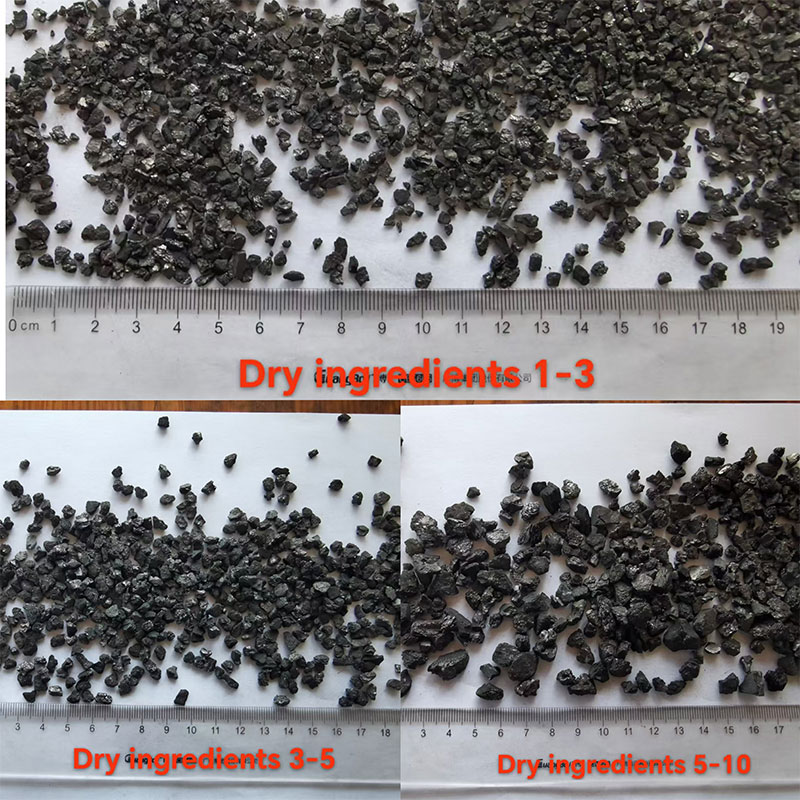
И тут возникает первый 'подводный камень'. Качество сырья напрямую влияет на качество конечного продукта. В идеале, нужно использовать высококачественный уголь с низким содержанием примесей. В нашем случае, мы часто работали с антрацитом, добываемым в провинции Нинся. Этот уголь обладает отличными характеристиками – низкое содержание золы, летучих веществ, серы, фосфора и азота. Это, конечно, требует дополнительных затрат на логистику, но в долгосрочной перспективе окупается за счет уменьшения количества брака и увеличения срока службы форм. На сайте ООО Пинлуо Хуатай Углеродные Продукты вы можете найти более подробную информацию о наших продуктах и сырьевой базе: https://www.plxhtts.ru.
Не стоит недооценивать влияние влажности и размера частиц угольной пыли. Слишком высокая влажность может привести к образованию комков, которые сложно равномерно распределить в массе. Слишком мелкая пыль может ухудшить структуру графита и снизить его прочность. Нужно все тщательно контролировать.
Проблема с однородностью смеси
Одной из самых распространенных проблем, с которыми мы сталкивались, была неравномерность распределения углерода в смеси. Это особенно актуально при использовании самодельного оборудования для смешивания. Различные партии науглерожителя получались с разной плотностью и прочностью. Мы долго экспериментировали с разными типами смесителей и оптимизировали процесс смешивания, чтобы добиться максимально однородной массы. В итоге, прибегли к использованию промышленных мельниц с системой контроля размера частиц. Это, конечно, увеличило затраты, но позволило существенно повысить качество продукции.
Процесс науглерожения: температурный режим и время
Это, наверное, самое ответственное. Температура и время обжига – это то, что определяет конечные свойства графита. Существуют разные схемы обжига, в зависимости от типа используемого науглерожителя и требуемых характеристик конечного продукта. Мы использовали как непрерывные, так и периодические процессы. Непрерывный процесс позволяет значительно увеличить производительность, но требует более точного контроля параметров. Периодический процесс более гибкий, но менее производительный.
Оптимальная температура обжига обычно находится в диапазоне °C. Важно, чтобы температура была равномерной по всему объему печи. Неравномерное распределение температуры может привести к образованию дефектов в графите. Наблюдали, что часто критическим фактором является скорость нагрева и охлаждения. Слишком быстрая смена температур может привести к растрескиванию графита. Нам приходилось подбирать индивидуальный температурный режим для каждой партии науглерожителя.
Контроль качества графитизированного науглерожителя
После обжига необходимо провести контроль качества. Это включает в себя проверку плотности, прочности, химического состава и размера частиц. Для контроля качества мы использовали различные методы, такие как рентгеноструктурный анализ, сканирующая электронная микроскопия и аналитическая хроматография. Важно понимать, что идеального графита не существует. Всегда будут какие-то дефекты, но их количество должно быть минимальным. В зависимости от требований заказчика, допустимое количество дефектов может быть разным.
Еще один важный момент – это проверка на электропроводность. Графит должен быть хорошим проводником электричества. Мы использовали специальное оборудование для измерения электропроводности графита. Это позволяет выявить дефекты, которые не видны при визуальном осмотре. Иногда, даже незначительное снижение электропроводности может привести к снижению прочности графита. С этой точки зрения, постоянный контроль качества крайне важен.
Заключение
Графитизированный науглерожитель для литья – это достаточно сложный процесс, требующий определенных знаний и опыта. Но если все сделать правильно, можно получить высококачественный продукт, который значительно повысит эффективность литья. Надеюсь, мой рассказ был полезен. Если у вас есть какие-либо вопросы, не стесняйтесь задавать.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продуктыСвязанный поиск
Связанный поиск- Низкофосфорный углеродный добавка 85 завод
- Карбидокремниевый науглероживающий агент цена
- Специальный науглероживающий агент для серого чугуна завод
- Науглероживающий агент на основе карбида кремния производители
- Низкоазотный углеродный добавка цена
- Графитизирующий науглероживающий агент для конвертера
- Графитизированный науглероживающий агент для дуговых печей заводы
- Низкосернистый углеродный добавка 4 цена
- Науглероживающий агент на основе пека заводы
- Инкапсулированный графитизированный науглероживающий агент поставщик